吉林企业厌氧工艺设计商家
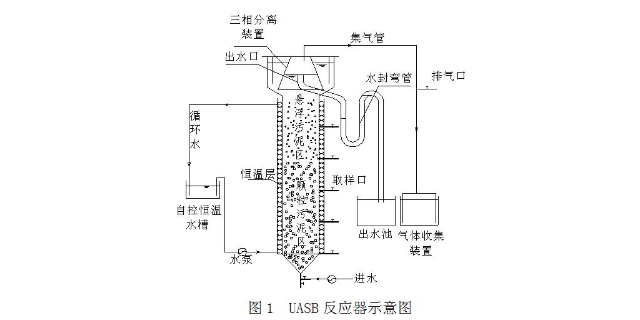
UASB的反响区:反响区是反响器的主要局部,包括污泥床区和污泥悬浮层区,废水中有机物主要在此处被厌氧菌分解。三相别离器的作用是把沼气、污泥和液体分开。UASB反响器所具有的这种别离器是考虑到厌氧工艺细菌生长速率很慢这一特点而设计的,由沉淀区、回流缝和气封组成。污泥经沉淀区沉淀后由回流缝直接回流到反响区,保证流失的污泥量小于在反响器的生成量,沼气经别离后进入气室。三相别离器的别离效果将直接影响反响器的处理效果。UASB出水系统:出水的均匀排出是保证反响器均匀稳定运行的关键因素之一,尤其是对固液别离的影响较大。通常每个单元三相别离器设一出水槽。当UASB反响器为封闭式时,总出水管必须通过一个水封,以防漏气和确保厌氧条件。当处理废水中含蛋白质和脂肪或含有大量悬浮固体时,出水一般也夹带有大量悬浮固体或漂流污泥,为减少出水悬浮固体量,在出水槽前应设置挡板,以提高出水水质。上海亿万特环保科技业内专业厂家。吉林企业厌氧工艺设计商家
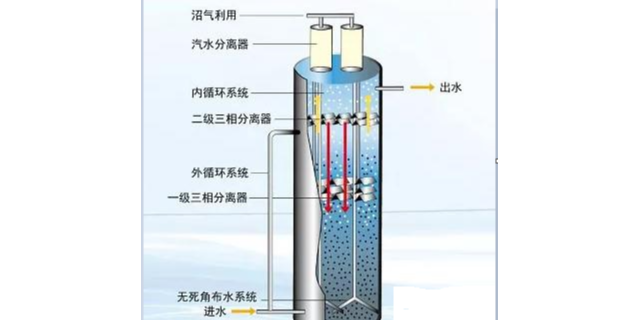
UASB(Up Flow Anaerobic Sludge Blanket E*pended Granular Sludge Bed)的根本工作原理。UASB反响器废水由反响器底部进入,污水向上通过包含颗粒污泥或絮状污泥的污泥床。厌氧反响发生在废水和污泥颗粒接触的过程。在厌氧状态下产生的沼气(主要是甲烷和二氧化碳)引起了部的循环,这对于颗粒污泥的形成和维持有利。在污泥层形成的一些气体附着在污泥颗粒上,附着和没有附着的气体向反响器顶部上升。上升到外表的污泥撞击三相反响器气体发射器的底部,引起附着气泡的污泥絮体脱气。气泡释放后污泥颗粒将沉淀到污泥床的外表,附着和没有附着的气体被收集到反响器顶部的三相别离器的集气室。置于集气室单元缝隙之下的挡板的作用为气体发射器和防止沼气气泡进入沉淀区,否则将引起沉淀区的絮动,会阻碍颗粒沉淀。包含一些剩余固体和污泥颗粒的液体经过别离器缝隙进入沉淀区。由于别离器的斜壁沉淀区的过流面积在接近水面时增加,因此上升流速在接近排放点降低。由于流速降低污泥絮体在沉淀区可以絮凝和沉淀。累积在三相别离器上的污泥絮体在一定程度上将超过其保持在斜壁上的摩擦力,其将滑回反响区,这局部污泥又将与进水有机物发生反响。吉林企业厌氧工艺设计商家上海亿万特厌氧颗粒污泥降低处理能耗。
厌氧反应器的分类:厌氧滤池。厌氧滤池(AF)是在Coulter等人(1955)工作的基础上由Youug和McCarty于1969年重新开发的。厌氧滤池是在反应器内充填有各种类堑的固体填料,如卵石、炉渣、瓷环、塑料等来处理有机废水。废水向上流动通过反应器的厌氧滤池称为升流式厌氧滤池;当有机物的浓度和性质适宜时采用的有机负荷COD可高达10-20kg/(m³.d)。另外还有厌氧滤池,污水在流动过程中生长并保持与厌氧细菌的填料相接触;因为细菌生长在填料上,不会随出水流失。在短的水力停留时间下可取得长的污泥龄,平均细胞停留时间可以长达100天以上。厌氧滤池的缺点是载体相当昂贵,据估计载体的价格与构筑物建筑价格相当。其另一个缺点是如采用的填料不当,在污水中悬浮物较多的情况下,容易发生短路和堵塞,这是AF工艺不能迅速推广的原因。
厌氧生物处理技术原理:发酵或酸化阶段。发酵可定义为有机物化合物既作为电子受体也是电子供体的生物降解过程,在此过程中溶解性有机物被转化为以挥发性脂肪酸为主的末端产物,因此这一过程也称为酸化。在这一阶段,上述小分子的化合物发酵细菌(即酸化菌)的细胞内转化为更为简单的化合物并分泌到细胞外。发酵细菌绝大多数是严格厌氧菌,但通常有约1%的兼性厌氧菌存在于厌氧环境中,这些兼性厌氧菌能够起到保护像甲烷菌这样的严格厌氧菌免受氧的损害与抑制。这一阶段的主要产物有挥发性脂肪酸、醇类、乳酸、二氧化碳、氢气、氨、硫化氢等,产物的组成取决于厌氧降解的条件、底物种类和参与酸化的微生物种群。与此同时,酸化菌也利用部分物质合成新的细胞物质,因此,未酸化废水厌氧处理时产生更多的剩余污泥。在厌氧降解过程中,酸化细菌对酸的耐受力必须加以考虑。酸化过程pH下降到4时能可以进行。但是产甲烷过程pH值的范围在6.5~7.5之间,因此pH值的下降将会减少甲烷的生成和氢的消耗,并进一步引起酸化末端产物组成的改变。上海亿万特厌氧颗粒污泥技术可靠。

高效厌氧处理系统需要满足的条件:是获得进水和被保持污泥之间的良好接触。为了在厌氧反应器内满足这一条件,应该确保反应器布水的均匀性,这样才可避免短流。这—问题无疑涉及到布水系统的设计,在此不作赘述。从另一方面讲,厌氧反应器的混合来源于进水的混合和产气的扰动。但是对于进水在无法采用高的水力和有机负荷的情况下(例如在低温条件下采用低负荷工艺时,由于在污泥床内的混合强度大低,以致无法抵消短流效应)UASB反应器的应用负荷和产气率受到限制;为获得高的搅拌强度,必须采用高的反应器或采用出水回流,获得高的上升流速。正是对于这一问题的研究导致了第三代厌氧反应器的开发和应用。上海亿万特厌氧颗粒污泥产量足。黑龙江厌氧工艺设计销售公司
上海亿万特环保科技有限公司为客户提供环保问题解决方案。吉林企业厌氧工艺设计商家
普通厌氧消化池优点:工艺可以进入高悬浮固体含量的原料;消化器物料分布均匀,防止了分层状态,增加了底物和微生物接触的时机;消化器温度分布均匀;进入消化器任何一点的抑制物质,能够迅速分散保持浓度水平很低;防止了浮渣结壳、堵塞、气体逸出不畅和沟流现象;易于建立数学模型。普通消化池缺点: 由于该消化器无法做到使SRT和MRT在大于HRT的情况下运行,所以需要消化器体积较大;要有足够的搅拌,所以能量消耗较高;生产用大型消化器难以做到完全混合;底物流出该系统时未完全消化,微生物随出料而流失。吉林企业厌氧工艺设计商家
上一篇: 黑龙江本地厌氧工艺设计费用是多少
下一篇: 鹤壁厌氧颗粒污泥工厂直销