河北空调风管与防排烟风管
如若供应商提供的是按T/CECS886-2021规范的检测报告时。可能会因此自行承担今后在竣工验收时无法通过验收的风险。二、如何保证现场实际做法与检测报告做法保持一致?目前,大部分的暖通设计图纸设计说明要求消防防排烟风管具有耐火极限要求,要求施工单位在做防火保护措施时,所适用的防火保护方案需要提供相应的耐火风管安全性能检测报告,并要求现场的做法必须与检测报告所描述的工艺做法保持一致性。当前,国内存在大量因涂抹大量高温胶后才通过耐火极限检测的风管耐火安全性能检测报告,例如,14mm及以下玻镁板、柔性硅酸铝纤维毯。但供应商在推销解决方案时把会大量增加成本或现场根本无法实际操作的添加高温胶的描述作PS删除处理,让大家误以为此方案本就能达到相应耐火极限要求。然而实际做法可能与供应商在国家防火检测中心通过耐火极限的工艺做法完全不一致。从而导致竣工验收时,因现场做法与实际检测报告不一致而无法通过验收,进而造成巨大损失。那如何避免此类现象发生呢?目前风管安全性能检测报告中都有关于检测风管A管、B管的实际重量描述,可以根据目前供应商实际采用的做法与检测报告做法进行重量测算,从而判断现场实际做法与检测报告是否一致。荣势风管都能满足各行业基本适用,各行业洁净需求。河北空调风管与防排烟风管
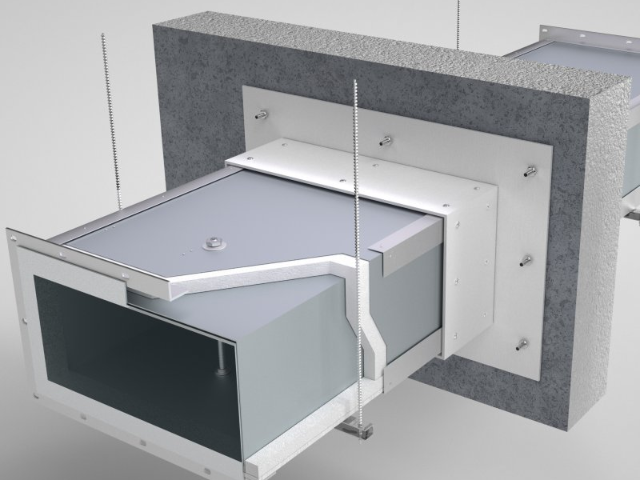
防排烟风管
二、如何对施工现场风管实际性能与测试性能的一致性进行确认?会议认为:建设单位、监理单位在材料进场时应要求风管的供货方(即取得型式检验合格报告的送检单位)对其风管的耐火性能检测提供相关型式检验报告原件,结合型式检验报告对应供货材质进行检测,非金属及复合材料成品风管还涉及《建筑机电工程抗震设计规范》(GB50981-2014)、《通风与空调工程施工质量验收规范》(GB50243-2016)、《非金属及复合风管》(JG/T258-2018)、《不燃无机复合板》(GB/T25970-2010)等标准规定的抗震、抗老化、受热时不产生毒性气体及任何环境下不吸潮、不返卤的要求,需要厂家提供相关规范要求的检测报告。不燃无机复合风管所形成的复合体或金属风管外包覆结构复合体,经常采用现场加工方式,需严格控制其施工质量,建设单位可要求供货方(即取得型式检验合格报告的送检单位)提供与送检样品一致的原材料及加工工艺说明,对各类主材、特殊辅材(如“耐火隔热层”、“高温胶”等)等材料,生产厂家必须提供其品牌、成分、耐高温度、厚度、涂刷方式及部位的详细说明以及安装工艺流程,由建设、施工、监理单位确认,施工单位严格按工艺施工;不燃无机复合风管视为一体化构件。上海防排烟风管计算上海荣势环保科技,为您提供专业、高质量的洁净式防排烟复合风管。
防排烟风管制作施工前要认真熟悉图纸,对工人进行技术交底,组织对标准规范学习,按系统绘制加工草图。b.风管制作流程材料验收→板材清洗、脱脂→放线下料→咬口→折方→密封胶密封→合缝→铆接法兰→型钢加固→密封胶密封→质量检查→洗涤液清洗→清水清洗→绸布揩擦→塑料膜密封→编号、存放c.风管制作必须经过实测、实量,特别是弯头、三通、来回弯等配件。风管预制深度不得超过80°,避免不必要的返工。d.法兰加工为保证本工程风管质量,风管全部采用法兰连接。法兰在风管制作区加工,加工时其内径应比风管外径大2~3mm,法兰四角应设螺栓孔,铆钉孔距法兰内缘不大于3mm,打螺栓孔时应注意使孔的位置处于角钢中心。同一规格的法兰应能通用。法兰加工完毕,应及时清渣、除锈、刷漆,法兰除锈应露出金属本色,油漆采用优磷化底漆,锌黄环氧底漆和环氧磁漆,不得使用一般的红丹漆和调合漆。漆层应无漏涂、起泡、露底现象。
其质量及产品一致性需符合所对应的型式检验报告要求。(三)根据《通风与空调工程施工质量验收规范》(GB50243-2016)的有关规定,当夹芯彩钢板复合材料风管用于排烟系统时,内壁金属板的厚度应符合表(内壁金属板的厚度大于等于)。若用于排烟系统的复合风管本身使用的板材为硬质,内衬不加彩钢的情况下皆可满足抗风压强度要求,其风管内壁金属板的厚度是否需要参照上述规定执行?会议认为:《通风与空调工程施工质量验收规范》(GB50243-2016)中所述复合材料风管内壁金属板的厚度要求是针对采用玻璃纤维等常规质地较柔软的隔热材料的双面彩钢板复合风管,钢板厚度主要是为了确保系统的抗风压强度。故其规定对象并不包含当下采用新工艺制作,且具备强度的复合成品风管。当厂家提供对应风管系统满足规范《非金属及复合风管》JG/T258-2018要求强度的型式检测报告时,即可视为其风管各组成部分的材质、厚度等参数均已足够确保风管强度,故复合风管需内外衬钢板,可不对内外衬钢板厚度做相对应要求,风管整体满足风压强度测试即可。(四)《建筑防烟排烟系统技术标准》(GB51251-2017)中“排烟风管的隔热层应采用厚度不小于40mm的不燃绝热材料”。荣势防排烟风管专业技术团队,个性化解决方案,您身边的洁净之家。

防排烟风管下料加工风管板的拼接采用单咬口,转角缝采用联合角咬口。风管板材先进行脱脂,然后在风管制作区剪切、咬口、折方、局部脱脂、一次清洗。脱脂用中性洗涤剂除去表面油脂,局部脱脂是除去剪切、咬口部位粘带设备润滑油脂,一次清洗用清水冲净,白绸布揩干。然后进入风管制作区经二次清洗后进行组装,风管不得有横向拼接缝,尽量减少纵向接缝,矩形风管底边宽度等于或小于800mm时,其底边不得有纵向拼接缝。风管闭合缝要用木锤敲打,禁止用铁锤,闭合缝应密实、平整。风管的弯头应视具体型式设单层导流叶片,数量符合规范要求。f.风管成型、加固风管与法兰连接采用翻边铆接,翻边不小于6mm,翻边应平直并贴紧法兰,法兰四角不得有孔洞。风管铆钉采用优平头镀锌铆钉。风管的加强采用角钢框,与横向接缝的极限间矩按要求确定。防排烟风管耐腐蚀、长寿命,选择荣势,选择信赖。辽宁防排烟风管施工方案
荣势环保科技,用心服务,让您的洁净空间更加安全、舒适。河北空调风管与防排烟风管
洁净风管制作施工前要认真熟悉图纸,对工人进行技术交底,组织对标准规范学习,按系统绘制加工草图。b.风管制作流程材料验收→板材清洗、脱脂→放线下料→咬口→折方→密封胶密封→合缝→铆接法兰→型钢加固→密封胶密封→质量检查→洗涤液清洗→清水清洗→绸布揩擦→塑料膜密封→编号、存放c.风管制作必须经过实测、实量,特别是弯头、三通、来回弯等配件。风管预制深度不得超过80°,避免不必要的返工。d.法兰加工为保证本工程风管质量,风管全部采用法兰连接。法兰在风管制作区加工,加工时其内径应比风管外径大2~3mm,法兰四角应设螺栓孔,铆钉孔距法兰内缘不大于3mm,打螺栓孔时应注意使孔的位置处于角钢中心。同一规格的法兰应能通用。法兰加工完毕,应及时清渣、除锈、刷漆,法兰除锈应露出金属本色,油漆采用优磷化底漆,锌黄环氧底漆和环氧磁漆,不得使用一般的红丹漆和调合漆。漆层应无漏涂、起泡、露底现象。河北空调风管与防排烟风管
上一篇: 甘肃防排烟风管厚
下一篇: 复合防排烟风管服务热线