安徽微量润滑准干式切削市场价
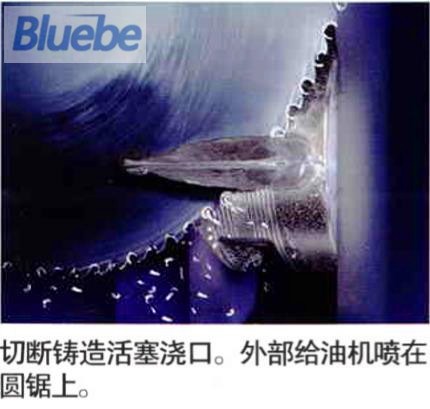
浦绿倍微量润滑应用于立式车床微量润滑应用于立式车床加工有外喷型与内冷型两种应用形式。外喷型微量润滑安装方便,只要不影响加工及其他部件的运动就满足要求。内冷型微量润滑,是润滑剂以悬浮油雾粒子的形式喷射至切削区域的,这其中的关键在于保持悬浮粒子的可靠流动,因此机床结构设计时应确保悬浮粒子的比较好输送和通道的密封可靠,选配的夹具与切削工具要匹配确保润滑油雾粒子能到达切削区域。立式车床既可应用内冷型微量润滑,亦可以应用外冷型微量润滑。可根据机床的具体情况配备微量润滑系统。立车多不具有内冷通道,因此常采用外设喷嘴输送MQL油雾对切削工具加工过程的切削区域进行润滑。下面简述其特点:当润滑装置接收到加工信号时,喷射系统进入工作状态,润滑油由微型气动润滑泵按设定频率给油,在喷嘴处形成喷射的油雾颗粒到达工件表面。各个润滑点压缩空气保持常给状态,当加工结束时,润滑装置同时断电停止工作。给油频率的调节按照喷射区域形成油膜为标准。系统低液位监测能在低油位时给出报警,给润滑系统维护人员提示需要加油,低液位报警信号可以与机床报警系统链接。
金属加工润滑的未来是微量润滑。安徽微量润滑准干式切削市场价
浦绿倍微量润滑,英文为MinimalQuantityLubrication(MQL),是指润滑剂用量非常少的润滑工况。其在切削,高速旋转机构如高速离心机等中采用此种润滑方式。在切削中也叫做**小量润滑,即使用**小量的切削液达到比较好切削效果,是一种金属加工的润滑方式,即半干式切削。将压缩气体(空气、氮气、二氧化碳等)与极微量的润滑油混合汽化后形成含有微米级的液滴油雾,通过喷嘴高速喷射到切削区域或运动副,从而对切削区域或运动副进行有效的冷却和润滑。切削微量润滑液的用量一般*为~(传统湿法切削的用量为20~100L/min),可有效减小加工工具与工件、加工工具与切屑之间的摩擦,防止粘结,延长加工工具寿命,提高加工表面质量。微量润滑(MQL)适用范围广阔,国内外关于MQL的研究包含了几乎所有的切削工艺,如钻削、铣削、车削和磨削等。上海口碑好微量润滑准干式切削哪个好浦绿倍微量润滑可用于齿轮的精确润滑。

浦绿倍微量润滑也称为**小润滑、**小润滑量。英文名称是“**小润滑量(MQL)”。它是一种用于金属加工的润滑方法,即半干切削。混合和蒸发后,形成微米级的液滴,并将其喷洒到加工区域以进行有效润滑。微润滑MQL技术结合了干切削和传统湿切削的优点:一方面,MQL将切削液的量减少到非常少,不仅显着降低了切削液的成本,而且还通过使用自然可降解性。作为润滑剂,合成酯可将切削液对环境和人体的伤害降至比较低。另一方面,与干切削相比,由于引入了冷却润滑剂,MQL的冷却和润滑条件得到了极大的改善、很大减少了工件与切屑之间的磨损,这有助于降低切削时的切削温度和磨损。
浦绿倍微量润滑**油LB-1是微量润滑**油厂家浦绿倍(上海)环保科技有限公司的主打油剂。它能用于钢材、不锈钢、难切材料、有色金属等加工,具有高粘度。适合需要高润滑性的重切割加工,**适合拉床加工、滚压成型加工、铜与钢的切断、模具钢和耐热合金的铣加工。浦绿倍微量润滑**油配合微量润滑装置使用,对加工现场环境没有任何负作用,对人体没有任何伤害。与传统水溶性切削液相比,浦绿倍微量润滑**油具有的润滑性很大减少切削加工过程中的摩擦,使加工工具发热程度降低从而延长加工工具寿命和提高工件表面质量。微量润滑产品通过减少传统冷却系统的维护、脏乱,从而得到干净整洁的工作环境。这些优点提高了工作效率、改善了产品的质量、降低了企业生产成本。微量润滑加工对您带来的经济效益:1、微量润滑装置取代冷却液润滑系统后,可以省去切削液回收装置;2、使用极其少量的润滑油,形象的说,一个班按8小时计算,所消耗的油量约为一次性杯子大小;3、提升进给量,提高了工件加工生产效率,加工时间缩短约20-70%;4、延长加工工具寿命2—3倍;5、提高了加工工件的表面精度;6、Bluebe微量润滑系统的动力全部来源于加工现场的压缩空气,无电力损耗。 浦绿倍微量润滑切削工具、工件和切屑之间的磨损明显减小。

浦绿倍微量润滑的实验研究IskandarY等(2014)进行了基于流量可视MQL优化加工复合材料研究,通过定量的润滑液供给以及气量供给,不同靶距进行铣削实验,研究发现:切削性能方面,相比干切削与浇注式冷却能够降低22%后刀面磨损量,相比只使用压缩空气降低30%后刀面磨损量。同时使用高流量气量供给和小流量润滑液供给条件下的加工工具寿命**长。上海交大刘志强等(2013)采用不同的涂层加工工具对比了干切削以及MQL条件下切削钛合金TC4的加工工具寿命及磨损机理研究。实验表明相比干切削,MQL技术能够明显改善加工工具寿命。中北大学李文举等(2014)采用硬质合金加工工具车削1Cr18Ni9Ti油膜水滴冷却润滑研究,实验研究结果表明油膜水滴能够起到很好的冷却润滑效果,减小加工工具与工件的摩擦,明显减小切削力,提高工件表面质量,提高加工工具寿命。日本HSasahara等(2016)使用旋转车刀MQL下车削304不锈钢,研究发现干切削温度高达1000°C,使用MQL以后温度降到900°C,降温能力约10%,同时能够减小后刀面的磨损。浦绿倍微量润滑有效降低购买和库存成本。重庆专业微量润滑准干式切削联系方式
浦绿倍微量润滑大幅度地降低了切削液对环境和人体的危害。安徽微量润滑准干式切削市场价
加工时随着切削温度的升高,液体蒸发并穿透切削刃。试验证明,常规切削液不具有很强的渗透性,可汽化的液体量很少,限制了润滑效果。通过喷雾冷却形成的两相流体可以弥补切削液渗透性的不足。气液两相流体喷入切割区时,速度较高,动能较大,因此渗透性较强。另外,气液两相射流中的微量液体的尺寸非常小,遇到较高温度时很容易汽化,并且可以从许多方面渗入工具的前刀面。尽管射流中的液体量很少,但与连续注入切削液时相比,汽化的零件更多,因此润滑效果更好。在金属加工中,切削热主要来自金属的塑性变形。切割区域中的冷却过程是固体与流体之间的传热过程。由于流体和固体分子之间的吸引力和流体粘度,在固体表面上存在流体停滞层,这增加了热阻。所以使用微量润滑技术相当重要,浦绿倍(环保)科技有限公司为你提供专业的服务。安徽微量润滑准干式切削市场价