自动破袋称重给料系统执行标准
运行原理。破拱下料机ZDM 的主要部分是它的破拱轴,沿轴线安装了五层柔韧刮片。破拱轴由电机带动连接转角顺时针转动,确保物料下料。
如遇下料不畅,刮片凭借其柔韧性能够自动展开并逐渐破碎拱桥。之后,物料即可继续顺畅下料,刮片也会收转到轴毂上。 计量输送机由一个带有无轴螺旋的外管构成,螺旋以固定或可变的速度旋转。螺旋的每个螺距都携带恒定量的物料。这样物料的投加量将基于螺旋直径和转速而决定。 计量输送机在其末端出口处配有防堵开关(特殊清空除外)。 计量输送机还可选配隔离板,通过其使输送机隔离于破拱下料机。当破拱下料机配有 2 套计量输送机和隔离板的情况时,隔离输送机其中之一可对其进行维护,而另一套输送机仍可正常运行。
小料自动称量配料系统采用高精度螺旋给料器与智能调速控制,实现自动配料秤称量过程的管控一体化。自动破袋称重给料系统执行标准
振动管道的支架设置,直接影响到整个管系的运行是否稳定和安全,合理的设置将有利于吸收和缓解管道的振动,减少振动对管道及设备的影响。首先应优先刚性支架,刚性支架刚度较大,在垂直方向上有很好的约束。其次应避免采用弹簧支架,弹簧支架刚度小,抗振动能力差,对振动基本没有约束。根据动态分析结果,在振幅较大位置应设置减振支架或阻尼支架,在振动方向上对其进行约束,能够有效地控制管道的振动。以某气相聚丙烯装置粉末输送线为例,根据动态分析后的结果,在要求位置设置阻尼支架进行约束。从图中可以看到,减振支架基本均位于弯头前后部,为减轻脉动冲击荷载对管道及支架的破坏,同时又不影响管道的自然膨胀,该设计采用了阻尼支架,以分担支架受力并有效起到约束作用,防止管道振动过大造成破坏。对于沿脱气仓框架爬升的垂直管道,垂直距离较长约40m,受弯头位置产生冲击力的影响,管道振动会被放大,因此在管线穿越框架楼板时选用导向架进行四个方向的限位,间隙应控制在1mm。环保称重给料系统定制价格称重给料系统的安装流程?

HZS25、HZS35、HZS50、HZS75搅拌站:通过制动电机尾部的大螺母进行调整,如图1所示。首先拆下电机后罩壳,将大螺母与风扇制动器之间的锁紧用内六角螺钉拆下,旋紧大螺母至极限位置,然后倒转一圈,***将锁紧螺钉拧紧即可。
HZS50B、HZS75A、HZS100、HZS150、HZS180搅拌站:通过制动电机尾部进行调整,参见图2所示。
(2)刹车制动气隙的调整
当制动摩擦片磨损,制动气隙增大时,会产生制动器不能吸合的现象,导致电机堵转,造成电机烧毁,因此必须定期检测制动气隙。当制动气隙大于6mm时,按下列步骤进行调整:
松开螺母1、螺母2,调整制动线圈的位置,保证制动气隙为0.1~0.2mm,并保证整个圆周上制动气隙均在这个范围内,然后旋紧螺母1、螺母2即可。
(3)刹车制动力矩大小的调整
将螺母3旋松,通过旋紧螺母4,压缩制动弹簧来增大制动力矩,制动力矩不能调整的太大,太大了会引起制动器打不开。通过旋松螺母4,放松制动弹簧,来减少制动力矩,将螺母3旋紧。
粉料储存及输送的维护和保养无论是否使用粉料,在搅拌站使用的***周内必须每天检测粉料仓基础有无沉降,粉料仓注满粉料后必须定期检测基础有无沉降。向仓中加注粉料前,必须将料仓中的残余杂物清理干净。***向仓中加注粉料或维修更换卸料闸门后必须检查闸门的密封情况。定期检查水泥仓气体破拱装置,保证其处于正常状态。粉料仓在螺旋输送机不工作期间,请勿开启破拱电磁阀,使压缩空气进入料仓。螺旋输送机输送易受潮结块的物料,当因突然停电等原因停机时,应立即断开电源,当间停时间超过8小时以上,须及时将视孔盖打开,盘动尾轴,将筒体内物料排空。若筒体内物料没有排空,且间停时间较长,再次启动时,应先点动配料,以防水泥板结,导致电机闷车。4.液剂的储存及输送泵的维护和保养(1)使用时,检查磁力驱动泵、离心式水泵的转向是否正确,各储箱内灌满清水,开启磁力驱动泵及水泵,检查泵、管路系统的密封情况,各管接头处应联接可靠。(2)开启添加剂箱气动搅拌电磁阀,检查压缩空气搅拌是否可靠,利用清水冲洗管路及储存箱。(3)每一到两周检查外加剂储料箱的使用及气动搅拌情况,并进行清洗、排污。(4)环境温度低于0℃应放净储罐及管路内液体,以防冻裂。。
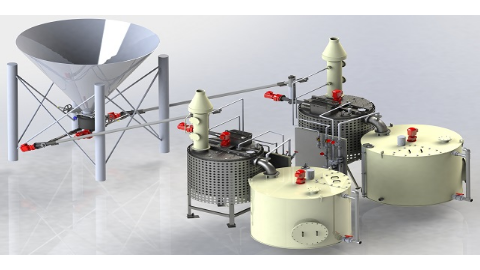
系统主要包括原料存贮料仓、螺旋或皮带给料器、自动计量秤、输送机、计量桶、集尘装置、投料平台、等。

气力输送又称气流输送,在近几十年发展很快,由于气力输送具有某些方面的特性,已成为固体散粒状物料装卸和输送现代化发展方向。在现代气流输送发展趋势中,气流输送不单纯用来输送,而已成为生产工艺过程中的一环,在输送过程中还同时进行粉粹、分级、干燥、加热和冷却等操作,不过由于本课题的局限性,本课题只是针对气流输送这一环节进行设计。气力输送是指运用气体为载体,利用气体前后压差产生的压降提供能量,在管道内连续输送物料的一种工艺。气力输送技术***应用于建材、化工、粮食、冶金、采矿、环保、轻工、能源等各个部门,并且往往成为保障系统经济安全稳定运行、开发新的工艺流程、发展新型气固输送的关键技术。随着气力输送技术的研究发展,气力输送越来越多的引用于各种生产领域,例如在建筑、公路、铁路、运输作业中各种粉末状、颗粒状、纤维状和叶片状的物料,如水泥、石灰、面粉、谷物、煤粉、化肥、化工原料、型砂、棉花、羊毛、烟丝、茶叶、炭黑、木屑等,采用气力输送的方式。气力输送与其它设备相比具有一系列的优点,如将水泥袋装改为散装,运用气力输送,与传统的带式输送相比可提高劳动生产效率20倍,同时可极大的改善劳动条件。
怎么维修称重给料系统?颗粒称重给料系统维保
不断地将实际给料量与设定给料量进行比较,从而控制输送皮带的速度使给料量尽可能接近或等于设定的给料量;自动破袋称重给料系统执行标准
一是分时集中向同一容器配料。根据每一种配方所用的粉料不同,其形态各异,性质使用方法均不尽相同,可以按照一定的规律和数量进行区别,可以将其划分为若干小组,将加工工位进行组合,得到能够满足需求的设备。每个加料工位的下料装置,也就是螺旋输送器或电磁振动送料器可以有条理地,分别向加料容器内添加料,添加进入的粉料则会由电子称量装置进行称重和计算,进行严格的监控和处理,掌握着粉料的不同配方下所需投放的各种物质的投放比和重量,只有投放的数量达到所需的设定结果时,该自动配料装置就会进行自动的配料和工作,减少了人工的许多步骤。这种自动配料装置是通过直线排列达到预期效果的,将称重和输送传动装置结合起来,这种结构安装形式并不是单一的,可通过多种组合方式来达到预期的效果,一般运用于配料量大的情况。
自动破袋称重给料系统执行标准