湖南官方授权经销输送带源头直供
只有采取科学的管理方法,才能够使输送带的冷粘修补质量得到提高。冷粘修补质量的管理的包括使用的冷粘材料、冷粘工作环境、冷粘工艺等。在操作实际的运行当中,冷粘材料是要在一定的温度条件下进行储存的。一般要求室温保存、防止光照,如果保存方法的不当会造成修补的质量不高。所以,要有严格的储存方法和材料管理方法,对剩余材料要密封存储。为了杜绝浪费现象的发生,在配胶的时候要注意控制用量。为了防止不必要的修补危险出现,建议不要使用过期的材料。在输送带的修补过程中,环境因素中的清洁度、温度、湿度是影响修补质量的重要因素。湿度过大的环境能够导致粘胶的湿度受到影响,在粘接后易使界面受到破坏。只有保证环境空气中的湿度低于85%,才能够保障冷粘的质量。在较低的温度环境下进行冷粘修补,会影响冷粘胶的流动性,过低温度的输送带表面,不利于冷粘胶的湿润。因此,在冷粘修补时则要控制好温度,比较好将温度控制在15℃。此外,尘土飞扬的冷粘环境也会对尼龙输送带冷粘质量造成影响。与传统的织物芯骨架层相比,钢网在 这三方面性能上都有着先天的优势。湖南官方授权经销输送带源头直供

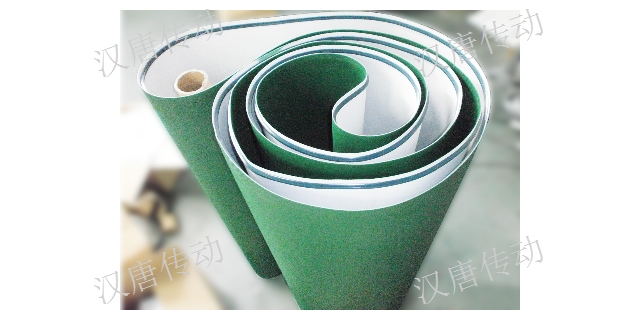
螺旋提升输送带,转弯提升输送带,超宽物品输送带,海绵输送带,挖槽输送带,加档块输送带,封边输送带,槽型输送带,刀口输送带等。三、根据产品厚度及颜色研发上分,可分为不同颜色(红、黄、绿、蓝、灰、白、黑、深蓝绿、透明)、厚度的产品,厚度从。八字纹输送带。挡板pvc输送带(2张)四、根据产品花纹研发上分,可分为草坪花纹、鱼骨花纹、菱形格花纹、十字花纹、网眼花纹、倒三角花纹、马蹄花纹、锯齿花纹、小圆点花纹、钻石花纹、蛇皮花纹、布纹、大圆台花纹、波浪花纹、搓板花纹、一字型花纹、细直条花纹、高尔夫花纹、大方格花纹、亚光花纹、粗质地花纹、格子花纹等。五、根据PVC输送带产品织物层次可分为:一布一胶、二布一胶、一布二胶、二布二胶、二布三胶、三布三胶、三布四胶、四布四胶、四布五胶、五布五胶等。六、根据PVC输送带产品温度范围可分为:耐寒输送带(零下40°以上)常温输送带(零下10°到80°)随着PVC输送带市场的普及化发展日趋成熟,各个工业领域都在不同程度的研发和应用着其合理、科学、有保障的建设性方案。产品特性PVC输送带带体弹性好,不易变形。选用力质量全棉、尼龙、聚酯帆布作带芯,用***橡胶无污染配合剂制成白色或浅色。辽宁智能输送带价格查询产品损坏更少,延伸度更低,损坏的输送带部分可修复。

包覆机皮带皮带可适用于诸如下列不同的应用场合:多仓混棉梳棉机(主马达传动带、覆盖带、导棉皮圈、盖板皮带、三角带、齿型同步带)粗纱机(铁炮皮带、三角带、齿型传动带)细纱机(主马达传动带、龙带传动、小龙带传动、锭带、巡回清洁器龙带、三角带、齿型同步带)筒子输送、分梳辊传动、纺杯传动、除杂带、三角带、齿型同步带)自动络筒机(主马达三角带、空管提升带、空管输送带、槽筒皮带、槽筒圆带、5mm宽风机皮带)(主马达传动带、龙带、三角带、齿型同步带)浆纱机、织布机(主马达传动带、测长带、三角带、联组三角带、铁炮皮带、齿型同步带、广角带)、印花机。
一、糊盒机涂胶部和折叠部分应该怎么样维护?1.涂胶前要确保纸盒粘口边的输送路线与输送带平行。2.上、下胶轮的间隙及涂胶量要合适,以保证涂胶层薄而均匀。3.纸盒粘口与胶轮宽度要匹配。在自动糊盒过程中,纸盒的粘口宽度应满足糊盒机的要求,过宽过窄都会影响糊盒质量。过窄会发生溢胶;过宽则会使预折受到一定的影响,此外,上胶轮的同心度要保证精确,边缘的滚花要无磨损,以保证上胶均匀。4.涂胶位置要恰当,离折痕线太远,成盒不美观,太近则可能使不该涂胶的位置涂上了胶,导致成盒困难。器的其他部位,否则胶液会在这个部分越积越多,终蹭到不该涂胶的部位。6.折叠部分配有折叠变速器,必要时需通过调节折叠变速器,确保粘口对位准确。 挡边和隔板的底部和基带热硫化成一体,挡边和隔板的高度可以达到40-630mm。
侧推式分拣是很有效的一种系统,但是这种系统比之前的几种大型的分拣系统在效率还是差很多。基于以上各种因素考虑,一种简易且高效的分拣系统目前被物流研究院推出:旋转式分拣机。旋转式分拣机的主要组成部分包括旋转结构,承接板,分拣时将各种物料投递到位于旋转机构外侧的各自的滑道里。每个分拣板都包含有一个围绕轴旋转的承接板。类似于辐射状的各个滑道由于高速的运行,因此滑道的宽度可以缩窄。物料经过皮带输送机和一个类似翻板式的结构被分拣出来,因此,每个分拣的入料口都是被水平放置来接受物料的。当物料被投放到入料口时,外侧的滑板快降低,这样可以将物料保存到本滑道内。当物料要被分拣释放出去时,滑板提升起来然后将物料与外侧皮带平齐并被传输出去。文字难以描述,一起来看看视频。适用于中长距离、较高载量,高速条件下输送物料的优势。湖北rapplon输送带***选择
防止输送带负荷启动;.输送带发生跑偏,应及时采取措施纠正.湖南官方授权经销输送带源头直供
一、输送带的打滑及解决办法输送带在运行中,打滑的原因是多方面的,常见的原因及解决办法有:1、初张力太小。输送带离开滚筒处的张力不够造成输送带打滑。这种情况一般发生在启动时,解决的办法是调整拉紧装置,加大初张力。2、传动滚筒与输送带之间的摩擦力不够造成打滑。其不要原因多半是输送带上有水或环境潮湿。解决办法是在滚筒上加些松香末。但要注意不要用手投加,而应用鼓风设备吹入,以免发生人身事情。3、尾部滚筒轴承损坏不转或上下托辊轴承损坏不转的太多。造成损坏的原因是机尾浮沉太多,没有及时检修和更换已经损坏或转动不灵活的部件,使阻力增大造成打滑。4、启动速度太快也能形成打滑。此时可慢速启动。如使用鼠笼电机,可点动两次后再启动,也能有效克服打滑现象。5、输送带的负荷过大,超过电机能力也会打滑。此时打滑有利的一面是对电机起到了保护作用。否则时间长了电机将被烧毁。但对于运行来说则是打滑事情。克服输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。湖南官方授权经销输送带源头直供