浙江自动缝焊机设备厂家
缝焊温度分布比点焊平缓,焊接方向的金属因预热作用温度比点焊时高,而已焊部分金属因分流电流的缓冷作用温度比前沿更高,形成前低后高的不对称温度分布形态当提高焊速时,该温度分布曲线将向前沿降低、后沿升高的方向变化,这时易出现焊件表面的过热、过烧现象。焊接速度对温度场形态有重大影响。缝焊时,每一焊点同样要经过预压、通电加热和冷却结晶三个阶段。但由于缝焊时滚轮电极与焊件间相对位置的迅速变化,使此三阶段不像点焊时区分的那样明显。上海崴而淀电器有限责任公司是一家专业提供缝焊机的公司。浙江自动缝焊机设备厂家

缝焊机设备。金属材料的缝焊焊接性比其点焊焊接性差,原因主要是缝焊过程及规范参数复杂、机械力)作用不充分,以及缝焊接头的密封性和耐蚀性要求使其对缺陷的敏感性增大。但是,缝焊接头仍然是在热一机械(力)联合作用下形成的,这就使缝焊与点焊并无实质上的不同。一般认为,判断金属材料点焊焊接性的主要标志对缝焊也是适用的:金属材料点焊焊接性指标及对规范参数的一般要求、各金属材料的点焊技术要点均可作为缝焊时的主要参考。浙江大型缝焊机保养上海崴而淀电器有限责任公司为您提供缝焊机。
缝焊时压力作用不充分,电极压力应比点焊时增加20-50%,具体数值视材料的高温塑性而定。在焊接电流较小时,随着电极压力的增大,将使熔核宽度明显增加(熔核宽度与重叠量有一定关系;熔核宽度增加引起点距加大、重叠量降低)、重叠量下降,破坏了焊缝的密封性在焊接电流较大时,电极压力可以在较大的范围内变化,其熔核宽度(表示了重叠量)、焊透率变化较小并能符合要求。此时,电极压力的影响不像点焊时那样大。当焊接电流更大些时,尽管电极压力发生很大的变化但熔核宽度、焊透率均波动很小。但是,不能选择这一更大的电流,理由正如前所述,不仅不能提高接头强度反而使接头质量降低。
缝焊时,已焊点对焊接区既有分流作用,同时又有预热作用,但二者对焊接区的加热过程具有相反的影响考虑到分流的影响,缝焊时焊接电流的选择往往比点焊时大,这又进一步加强预热作用。当然,缝焊时焊接区对已焊点又有缓冷的作用,这一切都使缝焊时的温度场比点焊时要复杂的多。当缝焊速度提高时,会使滚轮电极与焊件间的接触电阻增大、析热作用增强,同时,滚轮电极对焊接区的散热作用减弱,这些情况将使温度场畸变,造成缝焊时易出现滚轮电极的表面粘损和焊缝表面质量变坏。上海崴而淀电器有限责任公司于提供缝焊机,竭诚为您服务。

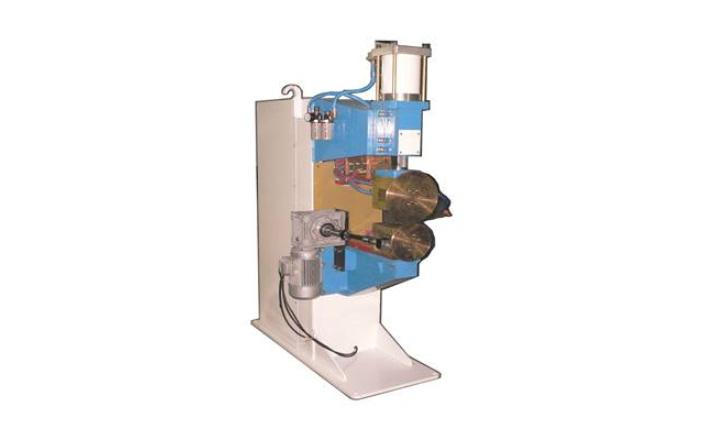
接缝焊接是指工件在两个旋转圆盘电极(辊子)之间通过,以形成连接到焊缝前后的连续焊缝。它用圆盘形电极代替点焊圆柱形电极,以便与工件相对运动。主要用于焊接油桶、罐装汽车油箱。焊接消耗品组装成搭接接头或对角接头,并放置在两个辊子电极之间。辊子对焊件加压并旋转以连续或间歇地传输电力以形成称为缝焊的连续焊缝电阻焊接方法。缝焊是一种焊接方法,其中使用一对辊电极代替点焊圆柱形电极以相对于工件移动,以产生具有彼此重叠的块的密封焊缝。焊缝焊接广泛应用于油桶、罐装罐、散热器、飞机和汽车油箱,以及喷气发动机、火箭、薄板焊接密封容器的薄板焊接。上海崴而淀电器有限责任公司为您提供缝焊机,欢迎新老客户来电!新疆油箱缝焊机价格
缝焊机,就选上海崴而淀电器有限责任公司,让您满意,有想法可以来我司咨询!浙江自动缝焊机设备厂家
步进缝焊特点为:滚轮电极断续旋转、焊件相应断续移动,焊接电流在电极与焊件皆为静止时通过点煤点形成后,滚轮电极重新旋转,传动焊件前移一定距离(步距)每“通一移”一次形成一个焊点。步进缝焊是一种高质量的缝焊方法,焊接电流采用直流冲击波、三相低频和次级整流电流波形,用以制造铝合金、镁合金等的密封焊缝,缝焊速度一般较低,但为0.20.6m/min。缝焊时的电流场相当于单块板点焊与两块板点焊时二个电流场的组合。电流密度的分布为不对称,在未焊合的贴合面前沿形成峰值,其机理仍然是边缘效应的影响。因此,缝焊时的电流场特征仍能保证在贴合面处具有集中加热的效果和保证熔核的正常生长。浙江自动缝焊机设备厂家
上海崴而淀电器有限责任公司成立于2005-02-04,位于友谊路1588弄2号楼808室,公司自成立以来通过规范化运营和高质量服务,赢得了客户及社会的一致认可和好评。本公司主要从事点焊机,凸焊机,碰焊机,排焊机领域内的点焊机,凸焊机,碰焊机,排焊机等产品的研究开发。拥有一支研发能力强、成果丰硕的技术队伍。公司先后与行业上游与下游企业建立了长期合作的关系。崴而淀以符合行业标准的产品质量为目标,并始终如一地坚守这一原则,正是这种高标准的自我要求,产品获得市场及消费者的高度认可。上海崴而淀电器有限责任公司通过多年的深耕细作,企业已通过机械及行业设备质量体系认证,确保公司各类产品以高技术、高性能、高精密度服务于广大客户。欢迎各界朋友莅临参观、 指导和业务洽谈。
上一篇: 内蒙古小型缝焊机设备价格
下一篇: 黑龙江薄板缝焊机供应商