湖北节能SPC地板挤出生产线生产过程
PVC石塑地板生产线简称“SPC地板生产线”,PVC基材+自然浮雕木纹+PVC彩膜+PVC耐磨层+底层玻纤软垫消音层五合一同时挤出生产线,可配机械手,科技含量高,技术先进。
SPC地板的优点:
A、热收缩率、热翘曲小;B、生产工序少;C、成本低;D、材料环保,不含甲醛、增塑剂;E、防水、阻燃。
自开发垂直四辊压延机以来,利用PVC材料热熔的特性,研发了耐磨层、画纸与基材在线贴合工艺,区别于传统PVC地板生产过程中用压机热压和WPC地板生产时用胶水贴合的方法,降低了大量的人力,简化了生产工艺,节省了成本;通过与客户互动,深入了解客户,公司先后推出了斜式四辊、卧式四辊,使得设备的操作更方便;公司后续研发了与之配套的卧式五辊压延机,压纹更清晰,压纹深度调节区间更大,使生产出的SPC地板纹路更加逼真。 石塑地板只有2-3mm厚度,每平米重量只2-3KG,不足普通地面材料的10%。湖北节能SPC地板挤出生产线生产过程
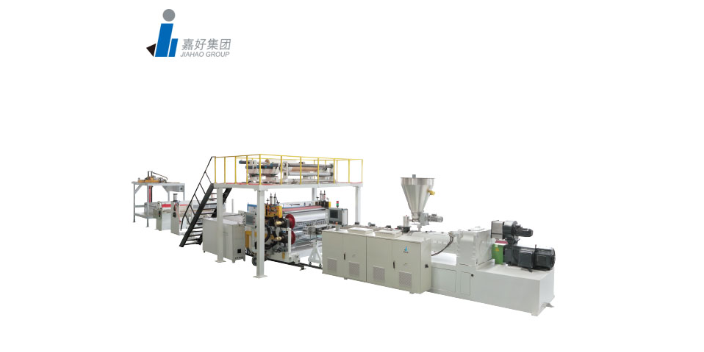
SPC地板挤出生产线
绿色环保:
生产石塑地板的主要原料是天然石粉,经国家部门检测不含任何放射性元素,是绿色环保的新型地面装饰材料。任何合格的石塑地板都需要经过IS09000国际质量体系认证以及ISO14001国际绿色环保认证。
超轻超薄:
石塑地板只有2-3mm厚度,每平米重量只2-3KG,不足普通地面材料的10%。在高层建筑中对于楼体承重和空间节约,有着无可比拟的优势。同时在旧楼改造中有着特殊的优势。
耐磨:
石塑地板表面有一层特殊的经高科技加工的透明耐磨层,其耐磨转数可达300000转。在传统的地面材料中较为耐磨的强化术地板耐磨转数只有13000转,好的强化地板也只有20000转。表面特殊处理的耐磨层充分保证了地面材料的优异的耐磨性能,石塑地板表面的耐磨层根据厚度的不同在正常情况下可使用5-10年,耐磨层的厚度及质量直接决定了石塑地板的使用时间,标准测试结果显示0.55mm夏的耐磨层地面可以在正常情况下使用5年以上,0.7mm厚的耐磨层地面足以使用10年以上,所以更是耐磨的。因为具有耐磨性,所以在人口数量较大的医院、学校、办公楼、商场、超市、交通工具等场所,石塑地板越来越受到欢迎。 湖南SPC地板挤出生产线费用是多少物料分散均匀,混炼塑化效果好,物料滞留时间短,输送效率高。
教你如何找到比较好的地板
不能只单看地板的厚度,材质才是重:
石粉含量越高的石塑地板定性跟耐用性都会更好,塑胶成分太多容易热胀冷缩变形。
判断地板会不会弯曲:
越弯曲表示石粉含量越低,也较容易变形。
判断地板剖面颜色:
要呈现白色,颜色偏黑就说明塑胶成份较多。
除了地板材质之外,卡扣也是一大重点:
卡扣如果密合度不够,或是材质太软都容易断裂!
判断卡扣密合度:
由于卡扣是固定地板很主要的地方,若断裂了会造成地板浮起或不平。
SPC地板挤出生产线:
常见问题简析--产品成型不良:
1、产品尺寸不稳定,定型模不满模,壁厚不均匀
原因:配方内外润滑不合理,定量喂料转速不稳定,螺杆料桶磨损严重,配合间隙不对;
解决方案:改善内外滑剂配比,修正喂料故障,更换料桶和螺杆,调整料桶和螺杆间隙。
2、产品外观亮泽不均匀、色差偏差明显,表面出现不规则鱼鳞纹;产品性能不良;韧性差,产品偏脆、抗冲击性能不合格
原因:配方结构不合理,无机填充过高,塑化不良,抗冲材料添加量不足;
解决方案:修正配方结构,适当降低无机填充物含量,修正物料塑化至65%左右,酌情增加抗冲材料。
3、成品产出弯曲,形变,局部下陷
原因:机头与定型模不在同一平面,挤出速度过快,冷去水温过高,水压过小水流量不足、水气路不通畅,真空负压不足;
解决方案:矫正机头口模和定型模在同一水平面、降低挤出速度&冷却水温,提升水压和流量,调整真空负压检查水路、气路畅通。 由于SPC地板生产线挤出量比较大,而且需要在线覆膜,因此连续生产的稳定性相当重要;

塑料挤出机分为:双螺杆挤出机和单螺杆挤出机。
两种挤出机的区别:单杆的机器和双杆的机器,一个是一根螺杆,一个是两根螺杆,都是用的一个电机带动的,功率因螺杆不同而不同。
50锥双的功率约为20KW,65的约为37KW。产量与料有关,50锥双的产量约为100-150k/h,65锥双约为20-280kgh,单螺杆的产量就只有一半,挤出机按其杆数量可以分为单螺杆、双螺杆和多螺杆挤出机。
如今以单螺杆挤出机应用尤为广,适宜于一般材料的挤出加工,双螺杆挤出机具有由摩擦产生的热量较少、物料所受到的剪切比较均匀、螺杆的输送能力较大、挤出量比较稳定、物料在机筒内停留时间长,混合均匀等特点。 新型SPC地板具有地板表面防滑、耐磨、美观、实用。辽宁节能SPC地板挤出生产线诚信经营
SPC地板又叫石塑地板,大部分是片材,是一种品质高、高科技研发的新型地面材料。湖北节能SPC地板挤出生产线生产过程
PVC木塑地板基材工艺流程:
1、原料准备好原料
PVC树脂、木粉、秸秆、轻质碳酸钙及其他化工助剂。
2、混合
(1)按配方要求,手动操作进行计量配方配比,计量务必准确。
(2)计量结束后,启动高速混合机,将计量好的所有原料放入高速混合机,混合15分钟左右。
3、投料(使用设备:上料机)
将混合均匀的物料经螺旋自动上料机投入挤出机的料斗中。
4、挤出塑化(使用设备:双螺杆挤出机)
将挤出机预先设定并保温,设定温度为170℃左右。将投入挤出机料斗的物料通过挤出机熔融塑化并通过模头挤出至真空定型装置中。
5、冷却定型(使用设备:真空定型部件)
将通过挤出机模头挤出的物料送至真空定型装置中,通过循环冷却水冷却定型。
6、牵引(使用设备:牵引机)
将冷却定型的木塑板通过牵引机牵引出来,送至切割机。
7、切割(使用设备:切割机)
将送至切割机的木塑板切割成所需的长度,切割好的木塑板整齐摆放在托盘上,摆放高度不能超过1米。 湖北节能SPC地板挤出生产线生产过程
安徽嘉好机械制造有限公司致力于机械及行业设备,以科技创新实现高质量管理的追求。嘉好机械作为机械及行业设备的企业之一,为客户提供良好的SPC地板挤出线,PVC发泡板挤出生产线,LVT地板挤出生产线,木饰面板生产线。嘉好机械致力于把技术上的创新展现成对用户产品上的贴心,为用户带来良好体验。嘉好机械始终关注机械及行业设备行业。满足市场需求,提高产品价值,是我们前行的力量。
上一篇: 湖北PVC发泡板生产线设备机器联系人
下一篇: 福建直销SPC地板挤出生产线报价行情