吉林造纸辊筒跑合机
一、主轴维修检查方法 1) 利用轴承工作状态监控仪器。 利用轴承工作状态监控仪器来判断轴承的工作状态和决定轴承何时应予报修,这是方便也较可靠的方法。如当使用仪器时,当指针由警告区接近危险区,而在采取改进润滑等措施后指针并未返回时,便可判明是轴承本身的问题,此时可趁尚未进入危险区时,将轴承报修。究竟距危险区多远开始报修,可由经验调整。利用这样的仪器,可以充分利用轴承工作潜力,及时报修,并可避免故障发生,是安全而经济的。主轴前端可安装有一支承座,支承座固定在主轴下部的工作台上。吉林造纸辊筒跑合机
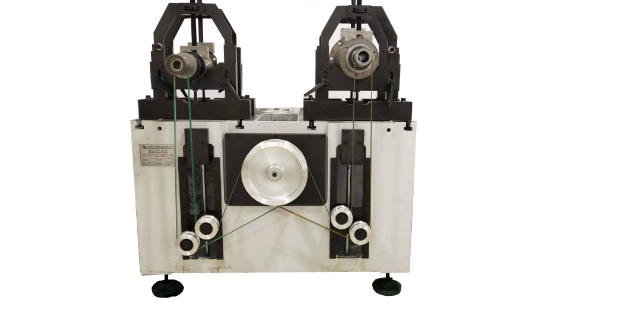
跑合机
主轴跑合台配置及技术参数1、XHPH08控制及测量系统IPC4041工业级电脑17寸LCD触摸屏显示器WindowsXP操作系统三菱FX3U-64MTPLCFX3U-4AD-PT温度模块2、XHPH08相关技术参数同时跑合主轴数:8只(可选2/4/6/)主轴跑合驱动电机:3KW伺服电机跑合台支承距离范围:50-650mm驱动电机最高转速:6000rpm可支承主轴直径范围:Φ50-Φ250mm温度检测传感器型号:PT100(温度分辨率0.1℃)可监测温度变化范围:0-150℃主轴驱动最高转速:24000(主轴驱动直径为Φ38)监测结果打印格式:PDF或纸质自动跑合机厂家供应遵循操作手册进行日常检查。
(1)拆下雕刻机主轴前后端盖及前后螺母; (2)从轴的前端向后用力推出主轴及后轴承座,直线轴承等附件; (3)轴承垫圈。 雕铣机主轴操作的基本注意事项有哪些吗? 1.雕刻过程中,严禁近距离观察,以防止切屑飞入眼睛,观察时要暂停雕刻,关闭电机主轴并确定电机主轴不再旋转。 2.雕铣机主轴维修装卡刀具时露出卡头的长度须参照雕刻工件、夹具而定,在满足条件情况下露出卡头的长度尽量的短,当刀具的总长度小于22mm时,严禁继续使用。 3.装卡刀具时,须先将卡头里的灰尘及杂物清理干净,把卡头装入压帽内并放正,再一起装到电机主轴上并将刀具插入卡头,再锁紧压帽,上下刀松紧压帽的时候严禁采用推拉方式而要用旋转方式。
“本实用新型涉及一种轴承设备,特别是轴承跑合机;该机包括床身、电机、变速箱、主轴,其特征在于主轴安装在床身上的主轴箱上,在主轴尾端安装有一用于装卡的压力缸,该压力缸通过安装在空心主轴中的拉杆控制安装在主轴前端的装卡装置,在主轴箱上部的床身上固定有施压装置,施压装置由压力缸和压力缸活塞杆端部安装的施压头组成,施压头上安装有温度检测装置;施压装置的压力缸和装卡装置的压力缸均安装有压力表和压力控制装置;主轴前端可安装清洁轴承座,并安装新轴承。

2、 装配中的主要问题分析 由于在实验装配阶段没有找到一种有效的主轴部件装配方法,凭以前装配机床的经验和感觉进行装配,导致装配出来的主轴精度达不到设计要求,主轴运转噪声很大,严重影响机床精度,轴承的使用寿命也缩短。 通过对主轴装配工艺的分析,发现两个主要问题: (1) 主轴轴承间隙的调整全凭经验,没有进行必要的测量,造成装配结果不可控。 (2) 主轴装配过程中没有考虑主轴及轴承制造精度的误差。加工中心主轴温度标准一般在35-45摄氏度之间,需要根据不同型号和品牌的加工中心具体情况设置。陕西哪些跑合机
施压头上安装有温度检测装置;施压装置的压力缸和装卡装置的压力缸均安装有压力表和压力控制装置。吉林造纸辊筒跑合机
轴的修复方法有很多,如补焊加工、电刷镀、热喷涂等。。随着现代修复技术的不断出现,我们也可以选择索蕾碳纳米高分子材料技术进行修复。接下来,让我们通过对比分析,找出哪种轴修复方法更好。。1. 补焊机加工:这种方法修复精度高,但存在热应力问题,容易导致轴弯曲变形,可能造成焊接部位出现裂纹,使用过程之中存在轴断裂的风险。。另外,补焊机加工不能对大型设备的轴磨损问题进行在线修复。拆装运输会增加维修成本和维修周期,整体性价比较低。吉林造纸辊筒跑合机
上一篇: 海南加工中心主轴跑合机
下一篇: 质量跑合机哪里有