海南大型跑合机
二、主轴维修和故障排除法 主轴在高湿度、多粉尘、大温差等苛刻环境中长期服役,不但要满足高精度的加工需求,还要能持续稳定的日夜运行,这也是每颗主轴的价值所在 ,咱们看看主轴修复过程: 1、加工中心镗孔精度下降,圆柱度超差,主轴发热,噪声大,但用手拨动主轴转动阻力较小。 (1)故障分析:主轴部件解体检查,发现故障原因如下:①主轴轴承润滑脂内混有粉尘和水分,这是因为加工中心用的压缩空气无精滤和干燥装置,故气动吹屑时少量粉尘和水气窜入主轴轴承润滑脂内,造成润滑不良,导致发热且有噪声;主轴内锥孔定位表面有少许碰伤,锥孔与刀柄锥面配合不良,有微量偏心;②前轴承预紧力下降,轴承游隙变大;③主轴自动夹紧机构内部分碟形弹簧疲劳失效,刀具未被*拉紧,有少许窜动。霍尔元件的固定螺丝在长时间使用之后会松动。海南大型跑合机
跑合机
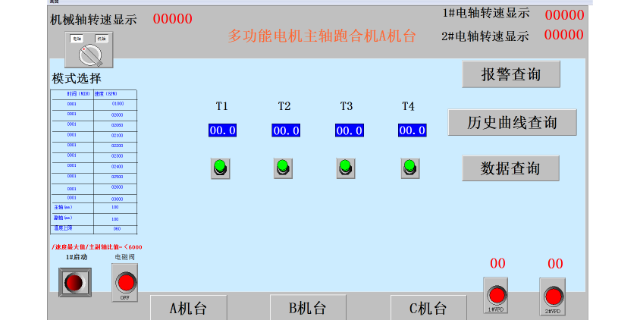
3)设备可实现正、反转跑合,操作方式分为手动和自动两种。试验台设置齿轮箱吊装/顶装固定装置,满足动车轮对跑合过程中对齿轮箱的固定。4)磨合参数设置灵活方便,操作人员可根据工艺变化对温升上限值、磨合时间、磨合转速等参数进行调整。5)设备高度要求在基础地面以下,周围设防护栏,设备要求配置-段钢轨与检修线相连,让轮对能直接移动到设备处固定。6)具备高速油洗和低速油洗功能,油洗结束具备制动功能,缩短轮对空转时间,制动力可调;设备预留带轴承轴箱清洗的接口。安徽跑合机价格在机械运转过程中,由于零部件之间的表面粗糙度、尺寸公差以及材料特性等因素。
2、切屑装置。自动主轴孔内的灰尘和切屑是换刀过程的一个重要步骤。如果主轴锥孔中落入了切屑、灰尘或其他污物,在拉紧刀杆时,锥孔表面和刀杆锥柄会被划伤,甚至会使刀杆发生偏斜,破坏刀杆的正确定位,影响零件的加工精度,甚至会使零件超差报废。为了保持主轴锥孔的清洁,常采用的方法是使用压缩空气吹屑。其中活塞23及拉杆9的心部钻有压缩空气通道,当活塞向左移动时,压缩空气经过活塞由孔内的空气嘴喷出,将锥孔清理干净。为了提高吹屑效率,喷气小孔要有合理的喷射角度,并均匀布置。
)磨合之前必须清洗压帽、卡头和转子。2)磨合时可以不装压帽,如果装压帽一定要装卡刀具到位。3)低速延时缓慢启动。4)检查电机旋转方向,磨合时必须保证顺时针旋转。5)从主轴电机允许的转速空载运行30分钟,如果是扎刀磨合时间要延续到一个小时。6)按照2000转为级差进数,每一档转速磨合10-15分钟。7)达到高速时运转20-30分钟。8)在确认每一档转速下主轴电机运行正常、平稳,没有刺耳的尖叫声、没有不规则的振动、温升正常、电机温度稳定的情况下才能进行下一档的磨合。使用合适的润滑油或润滑脂进行润滑。
由于轴承内有高速油脂,在运输过程中或长时间不使用,油脂状态会改变,通过磨合使油脂纤维沿轴承运转方向顺序排列,可以降低发热,并使轴承得到较好的润滑,从而使主轴电机正常运转。如果不磨合直接高速启动,由于润滑条件不好,就会产生噪音、刺耳的尖叫声、发热等现象,甚至会损伤轴承,降低使用寿命。当电机、维修后的电机开始使用时,或电机使用中出现扎刀的问题时或停机两天以上的时间重新使用时,必须进行磨合工作!主轴磨合基本程序主轴电机的磨合实际是非常讲究的,下面是一套主轴电机磨合的基本程序:通过增加或减少配重来达到平衡状态。吉林风机跑合机
如果主轴温度过高,需要及时采取降温措施,一般可通过增加切削液的流量或更换高效切削液等方式实现。海南大型跑合机
轴的修复方法有很多,如补焊加工、电刷镀、热喷涂等。。随着现代修复技术的不断出现,我们也可以选择索蕾碳纳米高分子材料技术进行修复。接下来,让我们通过对比分析,找出哪种轴修复方法更好。。1. 补焊机加工:这种方法修复精度高,但存在热应力问题,容易导致轴弯曲变形,可能造成焊接部位出现裂纹,使用过程之中存在轴断裂的风险。。另外,补焊机加工不能对大型设备的轴磨损问题进行在线修复。拆装运输会增加维修成本和维修周期,整体性价比较低。海南大型跑合机