国产跑合机欢迎选购
(2)故障处理:更换前轴承及润滑脂,调整轴承游隙,手工研磨主轴内锥孔定位面,用涂色法检查,更换碟形弹簧。将修好的主轴装回主轴箱,用千分表检查径向跳动,主轴温升和噪声正常,加工精度满足加工工艺要求,故障排除。 (3)改进措施:①增加压缩空气精滤和干燥装置,过滤器要定期排水,定期清洗或更换滤芯;②随时检查主轴锥孔、刀柄的清洁和配合状况,检查空气干燥器工作是否正常;③合理安排加工工艺,避免材料切除率陡变;④严禁超负荷运行,有故障应及时报修,不得带病运行。 在产品的试验过程中,发现主轴运转噪声很大,严重影响机床精度,轴承的使用寿命也缩短,通过对该产品的主轴结构和装配过程进行分析,找出装配精度超差的原因,并根据发现的问题,提出新的装配工艺方法,解决了装配精度超差的问题。 主轴采用两点支撑,主轴前端采用双列圆柱滚子轴承和双列圆柱滚子轴承组合支撑,通过锁定螺母调整轴承间隙,后端采用双列圆柱滚子轴承支撑,通过两个锁定螺母调整游隙。主轴端部短锥用于工装夹具的定位,并通过端面键传递扭矩,主轴传动通过多楔带轮经花键法兰盘传递到主轴,以消除带轮对主轴的径向张紧力,提高主轴刚度。定期检查和清洁主轴。国产跑合机欢迎选购
跑合机
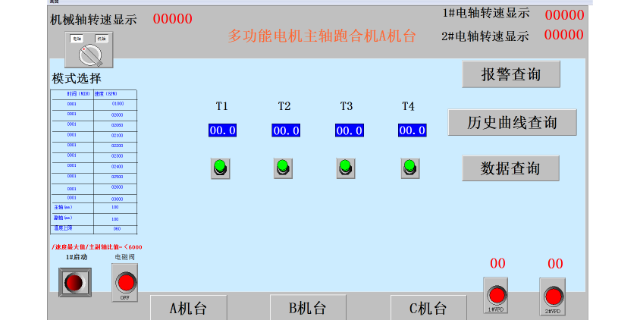
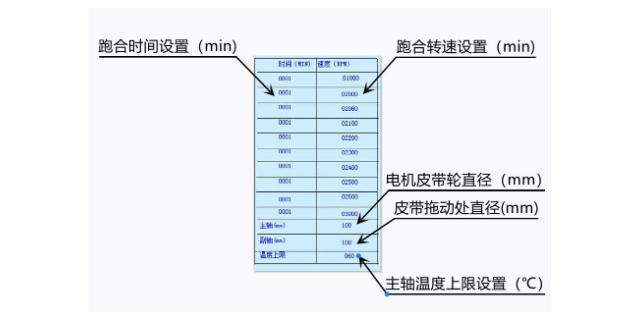
主轴跑合台配置及技术参数1、XHPH08控制及测量系统IPC4041工业级电脑17寸LCD触摸屏显示器WindowsXP操作系统三菱FX3U-64MTPLCFX3U-4AD-PT温度模块2、XHPH08相关技术参数同时跑合主轴数:8只(可选2/4/6/)主轴跑合驱动电机:3KW伺服电机跑合台支承距离范围:50-650mm驱动电机最高转速:6000rpm可支承主轴直径范围:Φ50-Φ250mm温度检测传感器型号:PT100(温度分辨率0.1℃)可监测温度变化范围:0-150℃主轴驱动最高转速:24000(主轴驱动直径为Φ38)监测结果打印格式:PDF或纸质附近哪里有跑合机批发价清洁轴承座,并安装新轴承。
"跑合"在机械中是指机器或设备在使用初期经过一定时间的运行和磨合,逐渐达到工作状态的过程。在机械运转过程中,由于零部件之间的表面粗糙度、尺寸公差以及材料特性等因素,会导致机械在初期工作时存在一些摩擦、磨损和噪音等问题。而经过了一段时间的运行和警合后,机械的各个部件会逐渐适应彼此的工作状态,表面变得更加光滑,尺寸也更加精确,从而提高机械的工作效率和稳定性1.初期摩擦和磨损:由于零部件表面的粗糙度和尺寸公差,机械在初次运行时会出现摩擦和磨损,导致一些磨屑产生2.噪音和振动:由于零部件之间的不完全适应和不平衡,机械在跑合初期会产生一些噪音和振动,随着跑合的进行,这些问题会逐渐减小。温度升高:由于初期摩擦和磨损的存在,机械在运行过程中会产生
机床数控系统发出准停指令时,电气系统自动调整主轴至M低转速,0.2~0.6s后定位凸轮28的定位器液压缸与液压油接通,活塞压缩弹簧并使滚子与定位凸轮28的外圆接触。当主轴旋转使滚子落入定位凸轮28的直线部分时,由于活塞杆的移动,与其相连的挡块使微动开关a动作,通过控制回路的作用,一方曲使主轴传动的各电磁离合器都脱开而使主轴以惯性缓慢转动,并且断开定位凸轮27定位器液压缸的液压油,在弹簧力作用下活塞杆带动滚子退回;另一方面,隔0.2~0.5S后,定位凸轮27的定位器液压缸下腔接通液压油,活塞杆带着滚子移动,使滚子与定位凸轮27的外圆接触,当主轴以惯性转动,使滚子落入定位凸轮27上的V形槽内时,即将主轴定位,同时微动开关b动作,发出主轴准停完毕的信号。当刀具连同刀夹装入主轴并使主轴重新转动时,先发出信号,控制换向阀凸轮27的油路变换,使定位器滚子从定位凸轮27的V形槽中退出,同时使微动开关动作,发出主轴准停释放信号。导致机械手插刀时,工具手柄的键槽与主轴之上的定位键不对齐,定位键会损坏。
2. 电刷镀:这种轴修复方法可以实现在线修复,但电刷镀镀层受磨损量的限制,电刷镀镀层厚度一般小于0.2mm。。当磨损量大于0.2mm时,电刷镀效率将成倍下降,而如果电刷镀层过厚,电刷镀层在使用过程之中容易脱落,使用寿命短。3. 热喷涂:这种方法的主要局限性是涂层与基体的结合强度低,涂层有气孔,韧性差,有残余应力,可加工性差,热喷涂热效率低,材料利用率低。4. 碳纳米高分子材料技术:该修补材料具有良好的性能,通过表面涂油、打磨、清洗等,增加了材料的表面粘接面积和。确保材料不会脱落。该技术可在现场在线修复,在线修复过程之中无需高温,保护设备本体不受损坏,不受修复过程中轴侧磨损量的限制。。之外,该技术不需要对设备进行大量的拆卸,只需要对维修部件进行拆卸,缩短了企业的停机时间,减少了企业的损失。由于电主轴电机装在主轴单元壳体内,所以主轴电机不能直接采用风扇散热,自然散热条件也比较差。海南自动跑合机
如果主轴温度过高,需要及时采取降温措施,一般可通过增加切削液的流量或更换高效切削液等方式实现。国产跑合机欢迎选购
1、刀具自动夹紧装置。刀具自动夹紧装置中刀夹1的内孔用来安装刀具,刀夹1的夹紧与松开动作由弹簧夹头2和轴向拉紧机构控制。弹簧夹头2与拉套10采用螺纹联接,拉套10左端螺纹部分开有轴向槽,其内孔为锥孔,锁紧件8旋入拉套10左端内螺纹孔内,在锁紧件8外锥体的作用下,拉套10开有轴向槽的螺纹部分与弹簧夹头2上的螺纹联接锁紧。主轴11后端有碟形弹簧18,在弹簧力的作用下,拉套10向右拉紧弹簧夹头2,将刀夹1紧紧夹住。为使刀夹1在主轴孔内准确定位,固定在主轴11上的定位小轴6上有一颗定位螺钉5,其端面是刀夹1的轴向定位面。装在拉杆9右端的碟形弹簧20,使拉杆9经常承受向右的弹簧力,固定在拉杆9左端的定位套筒7内的钢球4就将刀夹1右端轴颈夹持并向右拉动,直至刀夹1右端面紧靠在定位螺钉5的定位端面上。国产跑合机欢迎选购