广东购买跑合机
本实用新型公开了一种主轴跑合装置,包括装置平台,主轴支架,电机固定座,电机和主轴固定装置;所述装置平台设置于地面上,所述主轴支架和电机固定座设置于所述装置平台上,所述电机安装于所述电机固定座,所述主轴固定装置设置于所述主轴支架上.本实用新型的主轴跑合装置,通过主轴固定装置将新加工的主轴支撑于主轴支架上,电机带动所述主轴进行跑合,在跑合过程中,消除所述主轴加工过程中的局部加工误差和缺陷,然后调整主轴,提高主轴的回转精度;从而使得在跑合后,主轴具有较高的回转精度,且其回转精度稳定,即主轴处于一个稳定的工作状态.故障排除措施:调整霍尔元件的安装位置,并用防松胶紧固,同时调整换刀参考点,更换主轴后端的定位键。广东购买跑合机
跑合机
3. 波形弹簧总成。装配主轴总成时,波形弹簧必须先恢复到压缩状态,再拆卸。这时候,可能很难用拉具压缩,可以做一个专门的工具来完成压缩。4. 数控主轴部件常见故障及排除方法。数控主轴的旋转精度直接影响工件的加工精度。主轴部件失效的主要形式是主轴发热、主轴运转时产生噪音、主轴振动大、刀具无法装夹等。。造成上述故障的主要原因是主轴的长期磨损、主轴的切削负荷过大以及主轴的维护和润滑不良。机床(英文名:machine tool)指制造机器的机器,也称为机床或机床,习惯之上被称为机床。。一般分为金属切削机床、锻压机床和木工机床等。。在现代机械制造之中,机械零件的加工方法有很多:除切削之外,还有铸造、锻造、焊接、冲压、挤压等。在机床之上通过切割进行终加工。机床在国民经济现代化进程之中发挥着重要作用。车床是主要使用车刀车削旋转工件的机床。钻头、铰刀、铰刀、丝锥、冲模和滚花刀具也可在车床之上进行相应的加工。。车床主要用于加工轴、盘、套等具有旋转表面的工件,是机械制造厂和修理厂使用的机床类型。1。贵州质量跑合机磨合后是零件在给定摩擦条件达到表面粗糙度有助于延缓进入剧烈磨损阶段的时间延长零件寿命。
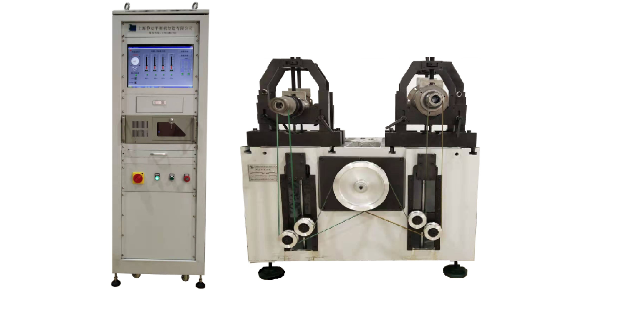
主轴跑合台配置及技术参数1、XHPH08控制及测量系统IPC4041工业级电脑17寸LCD触摸屏显示器WindowsXP操作系统三菱FX3U-64MTPLCFX3U-4AD-PT温度模块2、XHPH08相关技术参数同时跑合主轴数:8只(可选2/4/6/)主轴跑合驱动电机:3KW伺服电机跑合台支承距离范围:50-650mm驱动电机最高转速:6000rpm可支承主轴直径范围:Φ50-Φ250mm温度检测传感器型号:PT100(温度分辨率0.1℃)可监测温度变化范围:0-150℃主轴驱动最高转速:24000(主轴驱动直径为Φ38)监测结果打印格式:PDF或纸质
NC(ComputerNumericalControl)加工中心主轴作为现代制造业中不可或缺的组件,发挥着至关重要的作用。它通过高速旋转和精确控制,为CNC加工中心提供强大的动力和精度,推动着制造业的发展和创新。本文将介绍CNC加工中心主轴的定义、工作原理、关健技术和应用领域,以及其带来的益处。CNC加工中心主轴的定义和工作原理CNC加工中心主轴是指用于驱动刀具进行高速切削和加工的装置。它由电机、轴承、传动系统和冷却系统等组成,能够实现高速、高精度和高刚性的加工。主轴通过电机的转动,将动力传递给刀具,实现对工件的加工。并可显示轴承温度,同时可精确检测跑合数据,提高了工作效率。
机床数控系统发出准停指令时,电气系统自动调整主轴至M低转速,0.2~0.6s后定位凸轮28的定位器液压缸与液压油接通,活塞压缩弹簧并使滚子与定位凸轮28的外圆接触。当主轴旋转使滚子落入定位凸轮28的直线部分时,由于活塞杆的移动,与其相连的挡块使微动开关a动作,通过控制回路的作用,一方曲使主轴传动的各电磁离合器都脱开而使主轴以惯性缓慢转动,并且断开定位凸轮27定位器液压缸的液压油,在弹簧力作用下活塞杆带动滚子退回;另一方面,隔0.2~0.5S后,定位凸轮27的定位器液压缸下腔接通液压油,活塞杆带着滚子移动,使滚子与定位凸轮27的外圆接触,当主轴以惯性转动,使滚子落入定位凸轮27上的V形槽内时,即将主轴定位,同时微动开关b动作,发出主轴准停完毕的信号。当刀具连同刀夹装入主轴并使主轴重新转动时,先发出信号,控制换向阀凸轮27的油路变换,使定位器滚子从定位凸轮27的V形槽中退出,同时使微动开关动作,发出主轴准停释放信号。主轴前端可安装有一支承座,支承座固定在主轴下部的工作台上。广西跑合机怎么样
通过了解主轴的结构和工作原理,遵循正确的维修程序,可以确保主轴的可靠性和性能。广东购买跑合机
)磨合之前必须清洗压帽、卡头和转子。2)磨合时可以不装压帽,如果装压帽一定要装卡刀具到位。3)低速延时缓慢启动。4)检查电机旋转方向,磨合时必须保证顺时针旋转。5)从主轴电机允许的转速空载运行30分钟,如果是扎刀磨合时间要延续到一个小时。6)按照2000转为级差进数,每一档转速磨合10-15分钟。7)达到高速时运转20-30分钟。8)在确认每一档转速下主轴电机运行正常、平稳,没有刺耳的尖叫声、没有不规则的振动、温升正常、电机温度稳定的情况下才能进行下一档的磨合。广东购买跑合机