上海大口径扩孔钻头生产公司
木材加工:钻头通常用于加工木材材料,如板材、实木、人造板等。在木材加工中,钻头通常用于钻孔、扩孔、倒角等操作。石材加工:钻头通常用于加工石材材料,如大理石、花岗岩、石膏等。在石材加工中,钻头通常用于钻孔、扩孔、倒角等操作。陶瓷加工:钻头通常用于加工陶瓷材料,如瓷砖、陶器等。在陶瓷加工中,钻头通常用于钻孔、扩孔、倒角等操作。其他材料加工:钻头还可以用于加工其他材料,如塑料、橡胶、纸张等。优势钻头具有以下优势:高效:钻头可以快速、准确地完成钻孔、扩孔、铰孔等操作,提高了加工效率。购买钻头,就选台州市椒江建设工程机械厂,有需要可以联系我司哦!上海大口径扩孔钻头生产公司
不管是什么种类的钻头,它的应用范围都是非常广的,只不过说的是PDC钻头的应用范围可能会更广一些,PDC钻头的应用的场面可能会更多一些。我们现在就一起来看一下PDC钻头和金刚石PDC钻头都分别有哪一些不同的应用场合和应用角度,这些角度具体又是一个什么样的情况。PDC钻头首先是可以被当做零件应用的,比如说在一些地质钻杆上面就可能会需要一些PDC钻头或者是一些金刚石PDC钻头,这两种钻头是需要放在不同的地质钻杆上面的,如果是精度等各方面要求比较高的地质钻杆,那么肯定就要上金刚石PDC钻头,如果只是一般的地质钻杆,那么就只需要上一般的地质钻头就可以了,这些都是有区别的,当然这里面的区别,可能就需要我们仔细的去查找和发现,不然可能会有一些难度。上海加长钻头生产厂家台州市椒江建设工程机械厂为您供应钻头!欢迎您致电。

钻头的刃口要上下摆动,钻头尾部不能起翘。这是一个标准的钻头磨削动作,主切削刃在砂轮上要上下摆动,也就是握钻头前部的手要均匀地将钻头在砂轮面上上下摆动。而握柄部的手却不能摆动,还要防止后柄往上翘,即钻头的尾部不能高翘于砂轮水平中心线以上,否则会使刃口磨钝,无法切削。这是很关键的一步,钻头磨得好与坏,与此有很大的关系。在磨得差不多时,要从刃口开始,往后角再轻轻蹭一下,让刃后面更光洁一些。保证刃尖对轴线,两边对称慢慢修。一边刃口磨好后,再磨另一边刃口,必须保证刃口在钻头轴线的中间,两边刃口要对称。有经验的师傅会对着亮光察看钻尖的对称性,慢慢进行修磨。钻头切削刃的后角一般为10°-14°,后角大了,切削刃太薄,钻削时振动厉害,孔口呈三边或五边形,切屑呈针状;后角小了,钻削时轴向力很大,不易切入,切削力增加,温升大,钻头发热严重,甚至无法钻削。后角角度磨的适合,锋尖对中,两刃对称,钻削时,钻头排屑轻快,无振动,孔径也不会扩大。
麻花钻头因其容屑槽成螺旋状而形似麻花而得名。是一种通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。一般螺旋槽有2槽、3槽或更多槽。麻花钻头可被夹持在手动、电动的手持式钻孔工具或在钻床、铣床、车床乃至加工中心上使用。麻花钻头所用的材料一般为高速工具钢或硬质合金。牙轮钻头是使用较普遍的一种钻井钻头。牙轮钻头工作时切削齿交替接触井底,破岩扭矩小,切削齿与井底接触面积小,比压高,易于吃入地层;工作刃总长度大,因而相对减少磨损。牙轮钻头能够适应从软到坚硬的多种地层。石油钻头是石油钻井的重要工具,是在开采石油时用于钻取石油的,其工作性能的好坏将直接影响钻井质量、钻井效率和钻井成本。购买打孔钻头设备,选台州市椒江建设工程机械厂,用户的信赖之选,有需求可以来电咨询!
1、开始钻孔前必须确保刀具已经完全安装到位,没有松动或没有夹紧的现象。2、使用磁座钻机钻孔时必须保证钻机磁块下无铁屑,吸附面平整,机器无摇摆或未完全吸附现象。3、开始钻孔直至钻孔完成的全过程应保持冷却充分,有条件的比较好采用内冷却,不充分冷却易引起刀具损坏。4、钻孔刚开始时应进刀缓慢平稳,切入1-2mm后可以加快进刀速度。出刀时适当减慢走刀速度,中间切削过程应保持进刀均匀。5、硬质合金钢板钻钻孔时合理的刀刃线速度应在每分钟30米左右,比较低不应低于每分钟20米。6、硬质合金是高硬度的材料,存放和领用过程中应防止刀片磕碰,使用过程中应防止冲击。7、入刀时若产生剧烈振动,需检查转速是否太高,还需检查机器导轨是否间隙太大,必要时进行维修和调整。8、钻孔过程中如遇到闷车停机现象,应首先切断电源,手工反向稍微转动刀具,使刀刃脱离切屑区域,再提起电机取下刀具,经查看无异常后可重新开始作业。9、缠绕在刀体上的铁屑过多时,可退刀后用勾子除去。台州市椒江建设工程机械厂为您供应钻头,有需要可以联系我司!河北凿岩钻头报价
台州市椒江建设工程机械厂是一家专业生产销售钻头,期待您的光临。上海大口径扩孔钻头生产公司
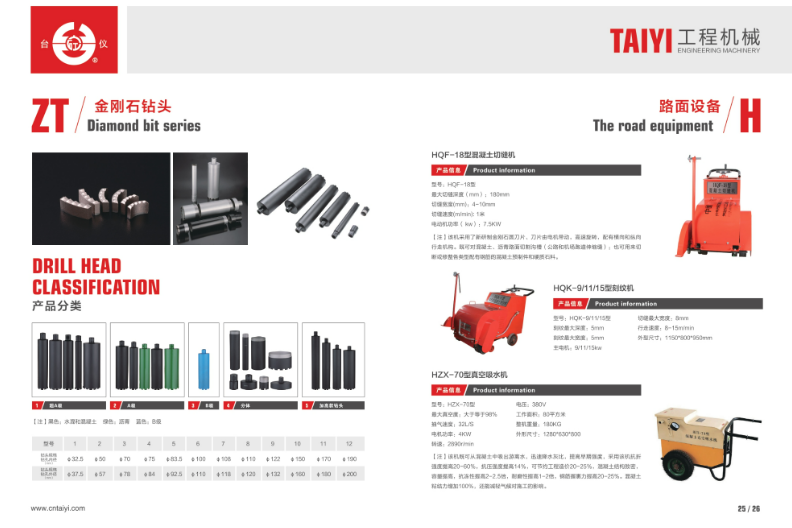
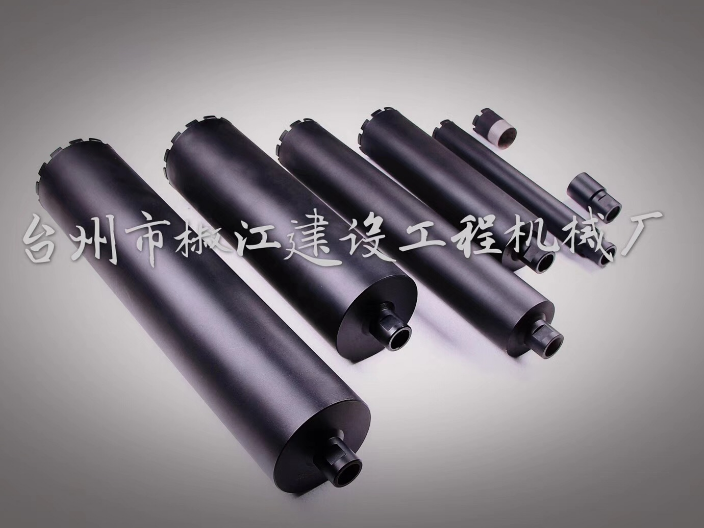
钻头除了市面传统的麻花钻以外,还有专门用于磁座钻的取芯钻头(又叫空心钻头),这种钻头采用铣刀的原理,具有效率高,精度好的效果。一般客户都是选择空心钻头(取芯钻头)。只有小尺寸的孔必须要用麻花钻头打。空心钻头种类一般有高速钢钻头,硬质合金钻头,钨钢钻头。高速钢钻头是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。因其容屑槽成螺旋状而形似麻花而得名。螺旋槽有2槽、3槽或更多槽,但以2槽较为常见。高速钢钻头可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用。高速钢麻花钻材料为高速钢(HSS)。硬质合金钻头适于在先进的加工中心上使用。这种钻头采用细颗粒硬质合金材料制造,为延长使用寿命,还进行了TiAlN涂层处理,专门设计的几何刃型使钻头具有自定心功能,在钻削大多数工件材料时具备良好的切屑控制及排屑性能。该钻头的自定心功能和严格控制的制造精度可确保孔的钻削质量,钻削后不需再进行后续精加工。钨钢钻头是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。因其容屑槽成螺旋状而形似麻花而得名。螺旋槽有2槽、3槽或更多槽,但以2槽较为常见。上海大口径扩孔钻头生产公司
上一篇: 上海钨钢钻头公司
下一篇: 上海打孔钻头要多少钱