镇江管路自动化生产线设计
(3)PVC-U管件模具若要满足自动化生产,要求推板顶出时,产品与流道能够自动分离,这点显得特别重要,达到了这一点,就能减少大师的操作工,提高效率,降低成本。另外管件模具要求抽芯、入芯、顶出、复位等动作运行可靠。即便是顶针没有完全复位时,也能避免型芯撞坏顶针,从而实现安全的自动化生产。(4)产品与流道料的自动输送系统,该系统有两种常用的方式:一种是产品和流道料从注塑机模具中顶出后,直接掉入注塑机下面坑道内的皮带输送系统,通过此皮带将产品和流道料输送到集中包装区;另一种是通过机械手将产品和流道料直接放入注塑机旁的皮带输送系统,同样通过皮带将产品和流道料输送到集中包装区。这两种方式一个共同的地方就是在皮带的出口,也就是集中包装区都设有一个大的转盘,所有的产品和流道料在转盘处由工人进行分检和包装。自动化生产线可以通过机器学习和人工智能技术进行优化。镇江管路自动化生产线设计
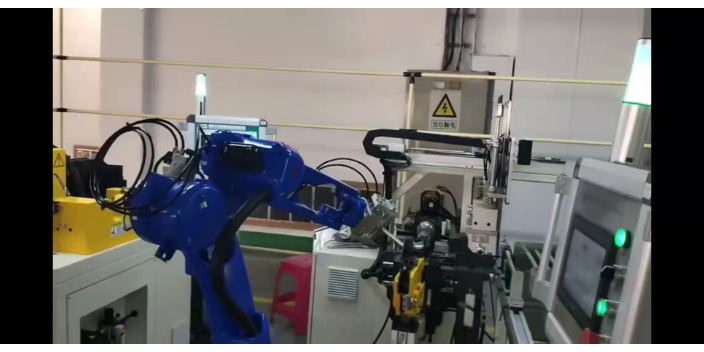
自动化生产线
PVC-U管件生产实现自动化必须要从以下几个方面考虑:(1)原材料的自动供料系统,该系统要求计量准确,输送可靠,即当注塑机料斗中的原料达到比较高量的时候或者用量达到比较低量的时候,远程控制系统能够自动控制料斗入口处闸门的关闭或是开启,实现原材料的自动供给。(2)注塑机的自动化控制系统,包括温度控制系统,开模、抽入芯、顶出、锁模等动作的自动化控制,以及用于机械手的控制系统。在一个成型周期时间内,每个动作元素及相关的动作时间均能按照预先输入到计算机内的参数自动运行。泰州汽车空调水管自动化生产线安装销售自动化生产线可以提高生产过程中的生产能力和产量。
那时的注塑机主要是以配方粉料作为生产用料,模具全部都是采用大浇口直接进胶方式设计和制作,生产车间粉尘大,产品需要大量的人工进行浇口的修剪。原料先按照配方进行称量,投入到高混机,高混到130后再转入低混,低混温度降至60 以下放出。靠人工一袋袋投入到注塑机料斗中,早期生产工艺相对简陋;其塑化效果差,产品的外观和内在质量都不太稳定。而且随着生产的不断进行,螺杆料筒经过磨损后,粉料就不容易下料,影响生产的正常进行。
管件生产实现自动化必须要从以下几个方面考虑:(1)原材料的自动供料系统,该系统要求计量准确,输送可靠,即当注塑机料斗中的原料达到比较高量的时候或者用量达到比较低量的时候,远程控制系统能够自动控制料斗入口处闸门的关闭或是开启,实现原材料的自动供给。(2)注塑机的自动化控制系统,包括温度控制系统,开模、抽入芯、顶出、锁模等动作的自动化控制,以及用于机械手的控制系统。在一个成型周期时间内,每个动作元素及相关的动作时间均能按照预先输入到计算机内的参数自动运行。为什么要用自动化生产线?

它的传感器--自动化工厂的触觉传感器(英文名称:transducer/sensor)是一种检测装置,能感受到被测量的信息,并能将感受到的信息,按一定规律变换成为电信号或其他所需形式的信息输出,以满足信息的传输、处理、存储、显示、记录和控制等要求。它是实现自动检测和自动控制的首要环节。在现代工业生产尤其是自动化生产过程中,要用各种传感器来监视和控制生产过程中的各个参数,使设备工作在正常状态或比较好状态,并使产品达到比较好的质量。因此可以说,没有众多的优良的传感器,现代化生产也就失去了基础。自动化生产线可以减少对人力资源的依赖,减少劳动力成本。南京汽车空调水管自动化生产线解决方案
自动化生产线可以通过自动化检测和质量控制提高产品质量。镇江管路自动化生产线设计
1.以三轴/四轴伺服机械手为基础,实现了机械手取镶件、镶件埋入、成品取出、产品/水口分离的一系列自动化设备,机械手本身具备系统造价成本低、安装简便、易于维护的特点。2.实现了上料、供料、镶件摆放、机械手取镶件埋入、取出进行CCD检测、进行产品水口剪切分离作业全自动完成,帮助生产企业节省90%的人工成本,提高20%的生产效率。3.有效减轻了员工的劳动强度,解决管件生产企业在面对用工难等难题 1.适用于所有注塑机2.适用于模具:1出2、1出4、1出6、1出8、1出12、1出16、1出24模具3.机械手:三轴、四轴伺服机械手4.镶件供料、埋入、剪水口全自动化系统设备镇江管路自动化生产线设计