上海电锤钻头哪种好
在钻井过程中钻头是破碎岩石的主要工具,井眼是由钻头破碎岩石而形成的。一个井眼形成得好坏,所用时间的长短,除与所钻地层岩石的特性和钻头本身的性能有关外,更与钻头和地层之间的相互匹配程度有关 。钻头的合理选型对提高钻进速度、降低钻井综合成本起着重要作用。切削刃使用的是金刚石材料的钻进刀具就是金刚石钻头,金刚石钻头的主要优势在于能够适应研磨性较高、地质较硬的地层,切割性能也比较优良。在高速钻探方面具有非常明显的优势。以所适应地层的差异为根据,可以将金刚石钻头分为普通金刚石钻头、聚晶金刚石复合片钻头两大类。在这两大类之中,普通金刚石钻头适用于研磨性较高、地质较硬、地质复杂的地层;聚晶金刚石复合片钻头能够被普遍的应用于硬质地层、软质地层、软硬适中的地层,其应用范围十分普遍。刀片的不同是这两种金刚石钻头的主要差别所在。台州市椒江建设工程机械厂是一家生产销售钻头,有需求可以来电咨询!上海电锤钻头哪种好
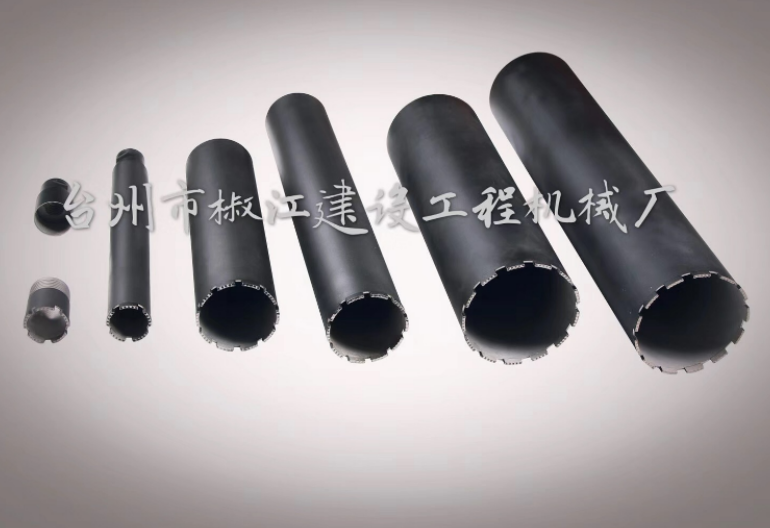
钻头除了市面传统的麻花钻以外,还有专门用于磁座钻的取芯钻头(又叫空心钻头),这种钻头采用铣刀的原理,具有效率高,精度好的效果。一般客户都是选择空心钻头(取芯钻头),规格有:12-160mm不等。只有小尺寸的孔必须要用麻花钻头打。空心钻头种类一般有高速钢钻头,硬质合金钻头,钨钢钻头。高速钢钻头是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。因其容屑槽成螺旋状而形似麻花而得名。螺旋槽有2槽、3槽或更多槽,但以2槽较为常见。四川电锤钻头哪家专业台州市椒江建设工程机械厂致力电锤钻头生产研发,欢迎您来电!
钻尖磨损原因:1.工件在钻头钻孔力的作用下向下移动,钻头钻孔后弹回。2.机床刚性不够。3.钻头材质不够强。4.钻头跳跃太多。5.夹紧刚性不足,钻头滑动。措施:1.降低切割速度。2.增加饲料3.调整冷却方向(内冷)4.添加倒角5.检查调整同轴度钻头。6.检查后角是否合理。3.2韧带断裂原因:1.工件在钻头钻孔力的作用下向下移动,钻头钻孔后弹回。2.@>机床刚性不够。3.钻头材质不够强。4.钻头太大了。5.夹紧刚性不足钨钢钻头高速钢钻头,钻头滑动。措施:1.选择更大的后锥钻头。2.检查主轴钻头跳动范围(<0.02mm)3.使用预定心钻顶孔。4.使用较硬的钻头,带有颈套或热缩套件的液压夹头。
钻头是一种常见的切削工具,广泛应用于金属、木材、石材、陶瓷等材料的加工中。本文将从产品介绍、用途、优势等方面详细介绍钻头。产品介绍钻头是一种用于钻孔的切削工具,通常由钢材或硬质合金制成。根据不同的加工材料和加工方式,钻头可以分为多种类型,如普通钻头、中心钻、扩孔钻、深孔钻、铰孔钻、锯齿钻等。普通钻头是很常见的一种钻头,通常用于钻孔直径小于50mm的金属、木材、塑料等材料。中心钻是一种用于定位的钻头,通常用于在工件表面打孔前进行定位。台州市椒江建设工程机械厂为您供应钻头,有想法欢迎来我司咨询!

空心钻头的主要特点是加工时孔的内芯不被切削,因此空心钻头的切削量比麻花钻明显减少,所需钻机功率和切削中产生的热量也较小。用高速钢空心钻头钻孔时,因加工区温度对钻头硬度影响很大,因此钻孔过程中必须使用冷却液降温(如不用冷却液,钻头磨损一开始就将以相变磨损为主而快速磨损)。开始我们采用外部喷淋冷却方式,但因钻头工位为水平轴线方向加工,冷却液不易进入钻头刀刃部分,冷却液消耗较大,冷却效果不理想。经重新设计改变钻机主轴结构,将外部喷淋冷却变为内部喷淋冷却,冷却液由空心钻头芯部加入,使冷却液能顺利到达钻头切削部分,从而明显降低了冷却液消耗量,改善了冷却效果。台州市椒江建设工程机械厂为您供应钻头,有想法的不要错过!河北打孔钻头一般多少钱
你遇到过这些问题吗:钻头是如何制造的?欢迎咨询台州市椒江建设工程机械厂。上海电锤钻头哪种好
增大后角可减小后刀面与切削材料间的摩擦,减小已加工表面的挤压变形。但如后角过大,则会降低刀刃强度和散热能力。后角的大小直接影响钻头耐用度。在钻孔过程中,钻头的主要磨损形式为机械擦伤和相变磨损。考虑机械擦伤磨损,当切削寿命一定时,后角越大,可用切削时间越长;考虑相变磨损,后角增大会使钻头散热能力降低。钻头磨损后,随着后刀面磨损带的逐渐加宽,切削功率逐渐加大,摩擦产生的热量会逐渐增加,使钻头温度升高,当温度升高到钻头相变温度后,钻头将出现快速磨损。上海电锤钻头哪种好