设计LCD输送轴型号
不过以上加工流程一般适用于金属齿轮,而随着科学的发展,塑料齿轮已经逐渐取代金属齿轮,成为行业内的中流砥柱。这是因为因为塑料齿轮更具有润滑性和耐磨性,同时可以减小噪音,降低成本,降低摩擦,使用起来成本更低,更新换代更加方便,维修自然也就更加简单容易。而说到塑料齿轮,就不得不提到我们上海阔启机械。作为在领域内深耕多年,具备强大的研发能力和生产能力的企业,我们以精湛的技术、先进的设备、合理的生产工艺流程和质量的原料四个方面相互结合,以制造出***的产品为信念,以真诚的的服务客户、诚信经营和科学的管理为轴,在业界创下了良好的口碑。是有诚信、有品质、有经验、有口碑的四有企业,也是值得您信任的选择。自动输送系统作业效率高,作业稳定性强。设计LCD输送轴型号
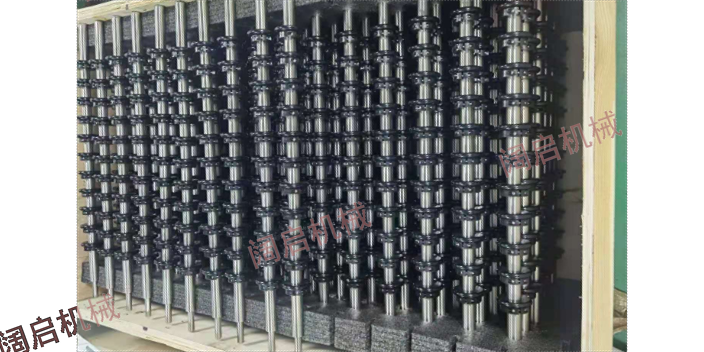
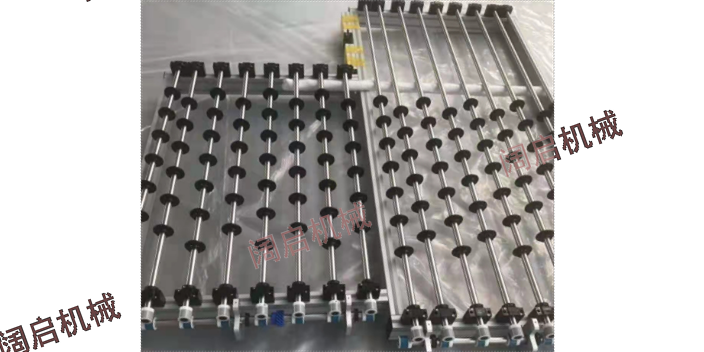
LCD输送轴
在选用轴件的时候,我们经常会遇到这样一个问题,究竟是选择实心轴好呢,还是选择空心轴好呢?哪一种轴件,才更适合我们进行使用呢?这两种轴件各自有什么样的特点?又应该如何区分呢?要想要了解这些问题的答案,首先我们就要明白,这两种轴件的不同、区别在哪里,明确了解了这些,我们才能够对这两种轴件进行一个准确的定义,不会在后续对两种轴件的概念进行混淆,导致分不清什么特征对应哪种轴件的情况上海阔启机械有限公司是一家专业生产UPE滚轮与不锈轴件的公司。公司共有三个板块业务,***部分是专业针对液晶输送设备上面的UPE滚轮生产;第二部分是生产不锈钢空心轴(包括实心轴)。第三部分是精密零件加工与制造。现有职工40余人,专业技术人员30多人,拥有数控加工设备,车、铣、磨线切割、等先进设备二十多台,加工车间、装配车间等现代化的生产设备,具备了雄厚的研发和生产能力。设计LCD输送轴型号LCD输送轴的结构与设计?
怎样通过选择刀具角度,减小车削细长轴产生的弯曲变形?车削时产生的切削力越小越好,而在刀具的几何角度中,前角、主偏角和刃倾角对切削力的影响比较大。细长轴车刀必须保证如下要求:切削力小,减少径向分力,切削温度低,刀刃锋利,排屑流畅,刀具寿命长。从车削钢料时得知:当前角γ0增加10°,径向分力Fr可以减少30%;主偏角Kr增大10°,径向分力Fr可以减少10%以上;刃倾角λs取负值时,径向分力Fr也有所减少。主偏角(Kr)车刀主偏角Kr是影响径向力的主要因素,其大小影响着3个切削分力的大小和比例关系。随着主偏角的增大,径向切削力明显减小,在不影响刀具强度的情况下应尽量增大主偏角。主偏角Kr=90°(装刀时装成85°~88°),配磨副偏角Kr'=8°~100°,刀尖圆弧半径γS=0.15~0.2mm,有利于减少径向分力。
那么常见的这几种电镀工艺有什么区别呢?真空蒸镀:在高真空的情况下,工人用给材料加热蒸发的方式,让其表面形成一层膜。水镀:是用直流电解水的方式,把金属或者合金沉淀工件的表面,通过电解水的作用,把工件结合牢固的加工技术,也就是说物理和化学的变化和结合。电泳分为阴极电泳和阳极电泳,二者是不一样的,做电泳技术是需要电泳液的。不同种类的电泳需要的电泳液也是不一样的,电泳一般用在喷漆方面,比较常用在汽车行业。在如今时代,水镀比较稀缺,在不锈钢加工工艺方面,真空镀、电镀工艺是当今流行的主流工艺。LCD输送轴的制造工艺及流程?
近年来,随着齿轮加工业的发展,衍生出了很多齿轮加工的方法,齿轮加工对技术有很严格的要求,在齿轮加工比较常用的主要有以下几种齿轮加工方式,应用的也比较普遍:1、仿形法,还有一个名字叫成形法,就是齿轮加工刀具切出齿轮槽,它在相比较于范成法来讲,应用的比较少。2、范成法,又叫展成法,就是齿轮加工。工具本身是一个“齿轮或齿条”,它加工出的齿轮精度较高,在工业中比较常用。像齿轮这样的精密配件作用很大,在加工的时候范成法比其他的加工方法使用得更频繁,因为第二种加工方法效果会比较好一些。因为液晶玻璃面板产业兴起在日本,所以目前日韩是液晶玻璃面板设备的主要供应国家。天津品质LCD输送轴方案设计
输送轴的质量对液晶显示器的耗电量和使用寿命有影响。设计LCD输送轴型号
中小尺寸应用趋势2021年:随着的缓解,车载显示面板和智能手表显示面板的需求恢复。2021年,具有健康监测等功能的智能手表显示面板的需求增加。由于在家工作的趋势和IT接入的增加,即使在之后,对平板电脑、电子阅读器和多功能打印机(MFP)等居家应用也有持续需求。2022年展望:当解除后,户外使用的应用预计将重新获得需求。智能手表的需求预计将重新加速,以支持行走和追踪监测。尽管2021年数码相机(DSC)显示面板的需求略有增加,但其前景仍不确定,因为2022年出国旅行仍将受到限制,从而游客的需求也将受限。设计LCD输送轴型号
上一篇: 品质LCD输送轴厂家
下一篇: 通用LCD输送轴源头工厂