常用治具铸造工艺
工装夹具的设计原则:1、用夹具固定产品及工具,以固定用台钳及夹持具等来固定产品及工具,以解放人手从而进行双手作业。2.使用专门使用工具,生产线中所用工装应较适合该产品及人工操作的专门使用工具以提高生产效率。3、合并二种工装为一种,减少工具的更换麻烦,以减少转拉的工时消耗,提高工作效率。生活中我们常见的红、蓝两用毛及带有橡皮的铅笔。4.提高工具设计便利性减少疲劳:(1)工具手柄方便抓握,(2)作业工具与人体动作相协调,(3)工装夹具的操作应以I的方法进行评估。机械设备的维护和保养对于延长使用寿命和保持良好性能非常重要。常用治具铸造工艺

寿命要求,寿命要求就是要求零件在预期的工作期间保持正常工作而不致报废。这个要求主要是对那些在变应力下工作和工作时受到磨损或腐蚀的零件提出的。由于影响零件材料疲劳极限的主要因素是应力集中、尺寸大小,表面质量和环境条件所以提高零件寿命的主要措施有;①妥善设计零件结构以降低应力集中程度;②采用经加工或表面强化处理以提高零件工作表面质量;③合理选择摩擦副配对材料、润滑剂及润滑方法以提高零件抗磨损能力;④选用耐腐蚀材料来制造在腐蚀性介质中工作的零件;⑤利用热处理提高零件材料的机械性能,或利用滚碾,喷丸等、工艺使零件表面产生有利的残余应力等。浙江工装非标设计精加工是对工件进行细微加工和修整,以提高其精度和表面质量。
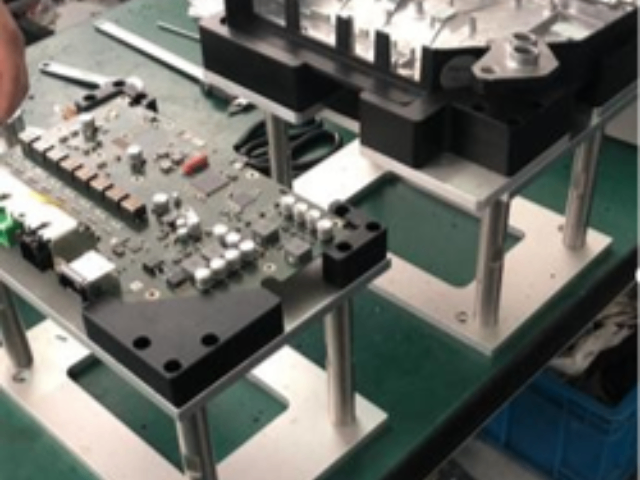
手浸波峰焊治具,一般使用于一些小公司,因波峰焊的设备体积很大,成本很高,一般小公司没有匹配波峰焊设备,使用锡炉焊接插件元器件时,就需使用手浸波峰焊治具。PCB设计影响波峰焊的因素,PCB设计时,需考虑插件元件的可焊性,设计PCB布局一般都会优先考虑单面布局和单面焊接元器件,当PCB布局无法满足单面焊接时,会使用双面混装布局,这时需考虑波峰焊的组装制程及组装过程的整个成本。贴片元件与插件元件管脚距离,由于波峰焊的治具开孔需大于插件元件焊盘,如果治具开孔比较小,可能会导致漏焊,开孔比较大,会导致离插件焊盘较近的贴片元件与插件焊盘连锡,所以设计布局时,需考虑到贴片元件与插件焊盘的距离,一般需大于3mm以上。
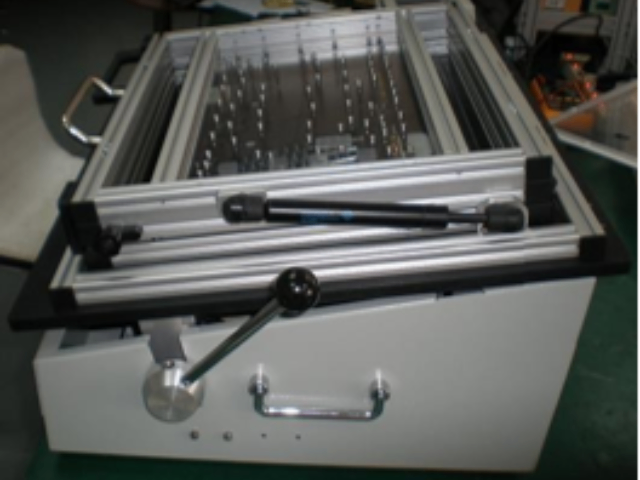
波峰焊治具分类,波峰焊治具主要可以分为以下几类:1.功能测试波峰焊治具:这种治具用于测试半成品/成品或生产过程的机械辅助装置,以确定其是否达到初始设计人员的目的。它可以用于模拟、数字、存储器、射频和电源电路等不同工作场景,并具有较高的机械性能和介电性能。2.老化测试治具:这种治具用于对产品或半成品进行抗疲劳的试验,以判断产品的使用寿命是否符合规定的期限。此外,根据制作材料的不同,波峰焊治具还可以分为玻纤板波峰焊治具和铝波峰焊治具等。冶具的设计需要考虑到零件的特性和加工要求,以确保加工过程的顺利进行。
机械零件按照材质进行分类:1. 金属材料零件:包括铸造零件、锻造零件、机加工零件等,主要以金属材料为主要原材料制成。2. 非金属材料零件:包括塑料零件、陶瓷零件、有机玻璃零件等,主要用于传递轻载荷和电传导等领域。3. 复合材料零件:包括碳纤维材料、玻璃钢材料等,具有强度高、轻质化等优点,主要应用于航空航天、汽车等领域。总的来说,了解机械零件的分类方法,可以更好地理解机械设备的组成和功能,也可以更好地为机械设备的选型和维护提供帮助。工装是用于固定、定位和加工工件的辅助工具,能够提高生产效率和质量。常用治具铸造工艺
精密零件要求尺寸和形状的精确度非常高,用于高精度的机械设备。常用治具铸造工艺
机械操作动作作相对安定并且操作流程化:(1)操作位置应相近集中,(2)让机械尽量减少或脱离人的监控和辅助,(3)开关位置与下工序兼顾,(4)工件自动脱落,(5)能够自检的自动化,(6)安全头一,(7)小型化,(8)容易进行作业准备。工装是什么意思?在不同的领域,工装有不同的意思,工装的意思主要有三种:在机械生产加工领域。工装是指生产过程工艺装备,工业界,对某一特定产品加工、所涉及的专门使用加工设备的设计、制造都可称之为工装,简单来说就是制造过程中所用的各种工具,包括刀具、夹具、模具、量具、检具、辅具、钳工工具、工位器具等。常用治具铸造工艺