高度检测精选厂家
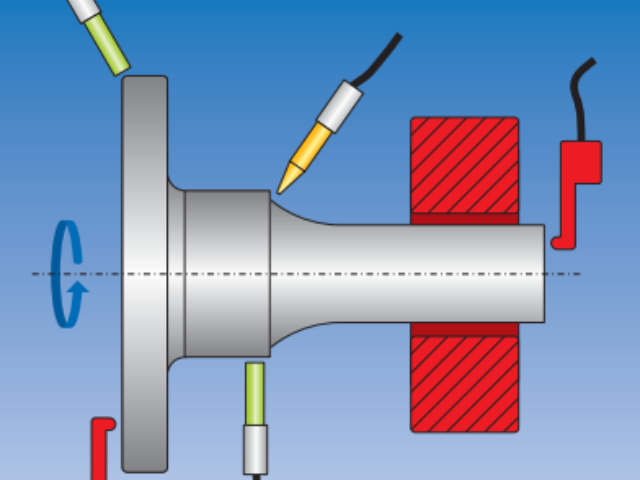
激光扫描传感器的种类很多,在这里我就不一一介绍了,ZM100、XLS激光扫描直径检测传感器,是国内较常用的一种激光直径检测传感器,它单个传感器单独工作较大可测59mm的物体直径,通过多传感器协同工作可测直径高达500mm,它不只精度高而且满足工业生产零件的非接触测量与控制。激光直径检测仪由两部分构成:发射器1 和接收器2。激光发光二极管3的光通过光学系统4形成了光幕。被测物体5的阴影图像通过望远镜系统6较终形成在线性CCD阵列7上。信号处理器9计算出它的大小。探伤:采用超声波、射线等手段,对材料内部缺陷进行探测,确保产品质量。高度检测精选厂家

解决过程:1、摄像机曝光后,正式开始一帧图像的扫描和输出。2、图像采集部分接收模拟视频信号通过A/D将其数字化,或者是直接接收摄像机数字化后的数字视频数据。3、图像采集部分将数字图像存放在处理器或计算机的内存中。4、处理器对图像进行处理、分析、识别,获得测量结果或逻辑控制值(合格或不合格)。5、处理结果控制流水线的动作、进行定位、纠正运动的误差等。6、通过Excel等方式打印缺陷输出结果(生产批号、缺陷位置、坐标、面积、类别、产生时间等信息)。从上述的工作流程可以看出,机器视觉解决方案是一种比较复杂的系统。因为大多数系统监控对象都是运动物体,系统与运动物体的匹配和协调动作尤为重要,所以给系统各部分的动作时间和处理速度带来了严格的要求。在某些应用领域,例如机器人、飞行物体导制等,对整个系统或者系统的一部分的重量、体积和功耗都会有严格的要求。常州涂层厚度检测设备定制线路板检测用于确认线路板连接的可靠性。

制药行业,这一与人们生命健康息息相关的领域,为机器视觉领域贡献了约7%的需求份额。在制药行业的各个环节中,机器视觉发挥着不可或缺的作用,如同制药流程中的“智慧之眼”。从药瓶封装的微小缺陷,到胶囊质量的细致检测,再到药粒的完整性确认,机器视觉都以其独特的优势,确保了药品生产的安全与精确。不只如此,机器视觉还在药品的生产日期打码检测、药片颜色识别及分拣等环节中发挥着重要作用。它如同一位细心而精确的工匠,用其独特的“视觉”技术,确保了药品生产的每一个环节都准确无误。
1950年代,图像处理成为机械工业的一个检测项目,视觉检测作为一项生产检测机制诞生了;1960-1970年代,导弹和航天工业兴起,人工检测无法实现对导弹等精密工业品的检测,视觉检测机开始出现;1980年代,机械视觉检测被应用于当时方兴未艾的半导体工业;1990年代,智能相机的出现使视觉检测技术得到飞速发展,推动了制造业的视觉应用;2000年,数码相机的发明和普及,使得老式的帧式抓取相机被淘汰,视觉检测的成本较大程度上降低;2005年,梅特勒-托利多公司推出了世界上首台人机界面良好的视觉检测机。从此,工人在生产线上操作视觉检测设备就像操作电脑一样简单。膜厚检测用于测量薄膜或涂层的厚度。
环境情况:1、环境较好,对环境较好的生产现场,如线缆电缆、橡胶、塑料等,采用单轴、双轴这种小台式测径仪即可,无需额外安装冷却防尘系统。根据是否需要检测椭圆度,选择测头组数。2、环境恶劣,轧钢等恶劣环境下的钢材检测,也是根据测头组数不同选择合适的测径仪,一般而言,八轴测径仪可进行全方面的检测,对轧材截面拟合的图像更准确,被普遍的应用于轧钢生产当中,配备冷却防尘系统,保证其在各种环境下的正常使用。同时配备了工控机,对各项检测数据进行分析。外观检测用于检查产品外部的形象和细节。高度检测精选厂家
尺寸检测用于测量零部件的各项尺寸参数。高度检测精选厂家
射线照相法用得较多,也较为有效。它能有效检测出气孔、夹渣、疏松等缺陷,但对分层、裂纹又难以检测。且在射线方向上要存在厚度差或密度差。它能在底片上直观地观察到缺陷的性质、形状大小、位置等,便于对缺陷定位、定量、定性。可以长久地保存底片,作为检测结果记录的可靠依据。但它对面状缺陷检测能力较差,尤其对工件中较危险的缺陷—裂纹,如果缺陷的取向与射线方向相对角度不适当时,检出率会明显下降,乃至完全无法检出。此外,费用也较高,操作工序也较为复杂。射线检测必须采取相应的防护措施。高度检测精选厂家
上一篇: 上海车间流水组装线定制价格
下一篇: 台州位移检测设备定制