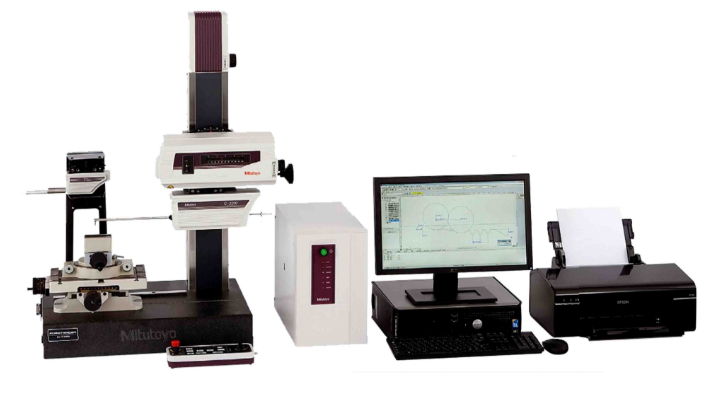
三丰轮廓仪检查
粗糙度轮廓一体机有多便利:效率高,一次测量即可分析粗糙度和轮廓度;操作便利,无需更换传感器、测针和测杆;符合工艺要求,全局粗糙度测量分析;精度高,线性轮廓滤波器。粗糙度轮廓仪一体机具有传统的粗糙度轮廓仪无法比拟的优势。表面粗糙度是怎么形成的?表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响。轮廓仪可以在医学领域中用于测量人体的形状和大小,以辅助诊断和。三丰轮廓仪检查

轮廓仪的精度和分辨率是通过一系列关键指标来确定的,包括重复性误差、测量范围、分辨率、测试时间等。1.重复性误差是指轮廓仪在多次测试同一物体时,测量结果的离散程度。为了提高重复性误差,需要确保轮廓仪的测量系统稳定可靠,并使用合适的测量方法和程序。2.测量范围是指轮廓仪测量的小和大尺寸范围。根据被测物体的尺寸和形状,选择合适的测量范围可以确保测量的准确性和精度。3.分辨率是指轮廓仪测量时的小分辨率。高分辨率轮廓仪可以更准确地测量物体的细节和微小特征。4.测试时间是指轮廓仪完成一次测量所需的时间长度。测试时间过长或过短都可能影响测量的精度和准确性。因此,需要根据具体的应用场景和要求选择合适的测试时间。此外,轮廓仪的精度和分辨率还受到其他因素的影响,如触针尖半径及触针角度、测量力、测量基准线、测量头移动速度和轮廓仪校准后的基本误差等。为了提高轮廓仪的精度和分辨率,需要综合考虑这些因素,并采取相应的措施进行优化和控制。 表面轮廓仪厂家供应电动轮廓仪按传感器的工作原理分为电感式、感应式以及压电式多种。
轮廓仪、粗糙度仪的区别?关于轮廓仪和粗糙度仪轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状,比如:汽车零件中的沟槽的槽深、槽宽、倒角(包括倒角位置、倒角尺寸、角度等),圆柱表面素线的直线度等参数。总之,轮廓仪反映的是零件的宏观轮廓。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量,通俗地讲,就是零件表面加工得光不光(粗糙度老国标叫光洁度),即粗糙度反映的是零件加工表面的微观情况。但是,轮廓仪和粗糙度仪关系其实挺密切,为满足用户对粗糙度及轮廓的测量需求、提高测量效率、降低产品成本:采用光栅传感器同时满足粗糙度与轮廓尺寸的测量。超高分辨率传感器可同时满足粗糙度与轮廓尺寸的测量,测量过程中无需更换传感器。
轮廓仪的测量原理主要是通过光学原理来测量物体的轮廓。具体来说,轮廓仪可以通过以下几种方式来测量物体的轮廓:1.光学显微镜:轮廓仪可以使用光学显微镜原理来测量物体的轮廓。通过将物体放置在显微镜的载物台上,调节显微镜的焦距和物距,使得物体的轮廓清晰可见。然后,使用显微镜的测量功能,对物体的轮廓进行测量。2.激光扫描:轮廓仪可以使用激光扫描原理来测量物体的轮廓。通过将激光束照射在物体表面上,激光束会反射回来并被检测器接收。然后,轮廓仪内部的电路会根据激光束的反射情况计算出物体的轮廓。3.干涉:轮廓仪可以使用干涉法来测量物体的轮廓。通过将光线分成两束并使它们干涉,观察干涉图案的变化,可以得到物体表面的高程信息。干涉法通常需要使用特殊的干涉仪和光学系统,因此较为复杂。4.共焦显微:轮廓仪可以使用共焦显微法来测量物体的轮廓。通过将物体放置在显微镜的载物台上,调节显微镜的焦距和物距,使得物体的轮廓清晰可见。然后,使用共焦显微镜的测量功能,对物体的轮廓进行测量。总之,轮廓仪的测量原理主要是通过光学原理来测量物体的轮廓。不同的轮廓仪可能会采用不同的光学原理和技术来进行测量,但它们的基本原理是相似的。 激光轮廓仪可测火车轮缘、电机电子、手机外壳、轮胎表面、包装盒密封性等各种材质方面的轮廓在线测量监控。

轮廓仪用来做什么?轮廓仪是用来测量各种机械零件素线形状和截面轮廓形状,轮廓测量仪为自动测量设备,需测量表面轮廓装好被测工件,在检定软件上设定扫描的开始、结束位置,点击开始按钮,测针会自动接触工件表面,并按设定的位置扫描,在进行轮廓扫描的过程中,软件界面会实时描绘轮廓曲线,扫描结束后,操作者可通过轮廓分析工具对生成的轮廓曲线进行分析,得到如直线度、圆度、角度、距离、间距等轮廓参数。轮廓仪使用注意事项?为保证测量结果的准确可靠,再用轮廓仪测量沟位置时要注意做好测量准备工作,如端面去毛刺,恒温等,测量前仪器调整时,应使轮廓仪的测针位于被测沟道的大或小沟径上,并且保证被测工件的轴向方向与测针的移动方向保持平行。分析时注意沟道的沟形误差对测量结果的影响,若被测的沟形误差较大时,不能直接用由沟道拟合成的圆的圆心坐标直接计算沟位置,而是要用沟道的低点坐标值来计算沟位置。轮廓仪通常使用光学或激光技术来获取物体的轮廓数据。苏州接触式轮廓仪
轮廓仪的使用可以提高生产效率,减少人工测量的时间和成本。三丰轮廓仪检查
在实际应用中,通常采用类比法初步确定表面粗糙度值,然后再对比工作条件做适当调整。调整时应考虑以下原则:1.同一零件上,工作表面的粗糙度参数值小于非工作表面的粗糙度参数值。尺寸精度高的部位,其粗糙度参数值应比尺寸精度低的部位小。2.摩擦表面的粗糙度参数值比非摩擦表面小;滚动摩擦表面比滑动摩擦表面的粗糙度参数值要小。其相对速度愈高,单位面积压力愈大,粗糙度参数值值应愈小。3.受循环载荷作用的重要零件的表面及易引起应力集中的部分(如圆角、沟槽、台肩等),其表面粗糙度参数值应较小。4.要求配合性质稳定可靠时,其配合表面的糙度参数值应较小。特别是小间隙的间隙配合和承受重载荷、要求联接强度高的过盈配合,其配合表面的糙度参数值应小一些。一般情况下,间隙配合比过盈配合的糙度参数值要小。配合性质相同,零件尺寸越小,表面粗糙度参数值应越小;三丰轮廓仪检查