青浦区欧美液压夹具
斜齿滑块式手动卡盘动作原理:卡盘外部三个滑块的顶部带有斜齿,与卡爪顶部的斜齿构成斜面啮合关系;于卡盘盘体之上有三个皆匀布置的滑槽,滑槽的方向和径向垂直;当三个滑块于滑槽之内移动时,透过滑块顶部与卡爪顶部斜齿的啮合把滑块的运动转换成卡爪的径向移动,夹紧或是松开工件。斜齿滑块式手动卡盘设有卡爪快换机构,如果按照下位在卡盘尾部的按钮时,可把卡爪抽出,一分钟内可以更换所有卡爪,数秒钟便能改变夹持直径。斜齿滑块式手动卡盘之上卡爪的驱动过程作为:用卡盘钥匙转动丝杆,丝杆带动滑块1于滑槽之内移动,该滑块亦透过同步盘带动另外两个滑块移动,保持三个滑块同步,带动三个滑块松开/夹紧。液压夹具盘丝型手动卡盘结构回顾:当用卡盘钥匙转动三个驱动小伞齿轮之一时,和小伞齿轮啮合的大伞齿轮逐渐转动,大伞齿轮的正面是平面螺纹(等进螺纹线),和平面螺纹相互啮合的三个卡爪随著平面螺纹的转动因而除此之外向心或是离心移动,实现工件的夹紧/松开。两种卡盘对比:斜齿滑块式手动卡盘的滑块移动方向垂直在卡爪的离心力方向,滑块顶部的斜齿与卡爪顶部的斜齿啮合时为面接触,因此卡盘的夹持力大,夹持力受离心力的影响非常小,可以用于高工作转速的场合。上海每卓实业有限公司在选用液压夹具时,通常有着特定的选用原则。青浦区欧美液压夹具
对于一些比较大的工件还有一些螺栓;等等的锁紧的时分,假如什么都不运用很难把这种大型的锁紧的很好,因为咱们就需求液压螺母;,运用液压螺母就可以很便利的对一些需求常常拆开或许装置的螺栓,还有一些大型的工件进行锁紧了,那液压螺母的作用还有什么呢?咱们一起来了解一下。;液压螺母的工作原理就是在运用的时分利用比较高的高压油发生推力和拉力,这样就可所以螺栓或许大型工件很好的衔接在一起。这样对于常常需求装置和卸载的轴承,还有一些大型工件就可以轻松的完成了,不只准确并且还安全省力,提高工作效率。山东砂轮杆液压夹具怎么样液压夹具各油压回路具有长时间保持压力功能(48小时以上),不受停电及压缩空气压力消失影响。

大家都知道减少停工检修期是提高生产力、使生产能力利用系数比较大化的一项重要因素。然而零件加工过程中的精确定位和装夹的重复精度也是改进效率和质量的关键。譬如柔性加工中心的产生就是为了减少产品循环周期。在一个固定夹具体上,采用机械装夹定位、夹紧工件后,进行切削加工,加工完毕后松开机械装夹定位块,取下已经加工完毕的工件再换新工件上去夹紧,依次往复这通常是很花时间的一个步骤。为了实现高产高效,工件的定位、支撑、夹紧和夹具的快速松开夹紧,以及操作方便、安全都是非常重要的环节。对于加工一个较大的工件,并且工序间隔时间短,选用半自动化或全自动化的液压夹具是非常具有经济价值的。液压定位和夹紧是一项非常可靠而且有效的技术。
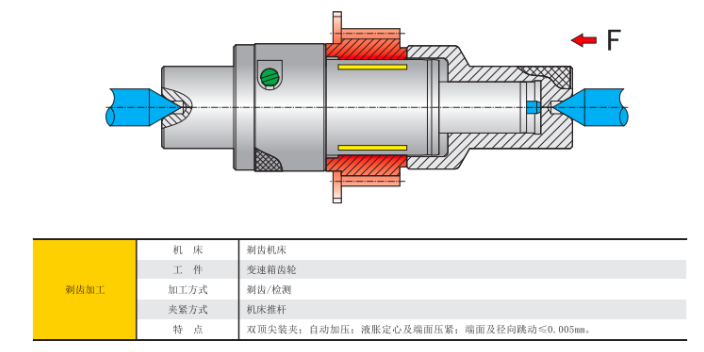
加工中心夹具的设计原则及缺陷描述对于加工中心夹鱼而言,其多是直接落工工作合,以下艺安排为依据对工作台的使里加以理解,使且能更好地配合工艺,准确定位工件:夹紧力的大小应调整为比较好状态,夹具本体要具备足够的刚性,这样可以适当弥补加工件设计的刚性缺陷,顺利完成切削工作。值得注意的是,必要时可合理安装防误机构,这是因为盘米零件的槽距离两侧端面和内孔的深度不一,有效避免端面加工时取反而报废丅件[11。通常夹单定位时使用的面会较多接触工件,因此在设计过程中应对常规磨损进行充分考虑,并在加工时能准确快速地更换;或者是在平堂使用中选用特殊的材料,和用淬火笔执外理方式来增加材料硬度塑性,尽量用少的设计费用达到比较好的加工精度要求。一般1台机床拥有2个夹具,每一夹具都可装夹2个工件,并且2个夹具的构成元相同,多是利用手工操作的方式进行工件上下料,并通过液压控制夹具的形式对元件的动作进行执行。在实际执行过程中往往会出现一些问题,尤其是动作顺序不够正确,夹紧丅件时压板油缸的夹紧动作明显落后干夹具辅助支撑的顶出,这样夹紧工具后会出现弯曲变形情况,当工件放松后弹性变形复原,影响铣削平面度的效果。工件采用两端台阶孔定位,工件从一端装入夹具后,再装入变径卡簧。
使用液压夹具的优势之一能节省夹紧和松卸工件的所需时间。传统的机械夹具尤其是用扳手旋拧螺母和移动压板的时候是比较费力的。然而,液压夹具需要通过控制油路的通断,就可实现夹具的完整的顺序动作控制。液压夹具系统的第二个优势是可实现比较精细的定位。定位精度的关键在于在定位和夹具过程中夹具力比较稳定,所以流水作业中,同一批加工件的加工质量保持一致,降低因为用力过度造成的工件变形问题,产品报废率降低。成批零部件可以互相替换使用。液压夹具系统的第三个优势在针对无法设定刚性支撑或加工薄壁零件时,液压辅助支撑是比较不错选择。它可以在任意的位置对工件产生支撑力,起到辅助定位的作用,解决定位不准的问题。液压夹具比较适合加工零件摆放紧凑和采用手动夹紧空间受限的场合。机床自动加压的液压夹具应按照推荐的机床推力,拉力或油缸油压进行加压。安徽液胀夹具液压夹具
控制油缸方向电磁换向阀、限制系统压力溢流阀、控制系统动作顺序阀及减压阀。根据实际需要选择阀门组合。青浦区欧美液压夹具
在针对无法设定刚性支撑或加工薄壁零件时,辅助浮动支撑油缸是比较佳的选择,转角油缸与浮动支撑油缸的组合可保证夹紧工件不变形。液压夹具的第三个优势就是比较适合加工零件摆放紧凑和采用手动夹紧时受空间限制的场合(夹紧位置在机床台面站人的远处,人手难以碰到)。液压夹紧可以通过换向阀的操作非常方便的来解决这些问题,这就可以实现多个零件在一个夹具体上同时装夹和加工。液压组合夹具可实现多工位的装夹,提高工作生产率。相比机械夹具,液压夹具的前期投入成本较高,需配套动力单元,然而从长远来看,这项投资是有意思的。在今后产品换型只需要作简单的调整布局又可以满足生产需求。青浦区欧美液压夹具