直销跑合机私人定做
二、主轴维修和故障排除法 主轴在高湿度、多粉尘、大温差等苛刻环境中长期服役,不但要满足高精度的加工需求,还要能持续稳定的日夜运行,这也是每颗主轴的价值所在 ,咱们看看主轴修复过程: 1、加工中心镗孔精度下降,圆柱度超差,主轴发热,噪声大,但用手拨动主轴转动阻力较小。 (1)故障分析:主轴部件解体检查,发现故障原因如下:①主轴轴承润滑脂内混有粉尘和水分,这是因为加工中心用的压缩空气无精滤和干燥装置,故气动吹屑时少量粉尘和水气窜入主轴轴承润滑脂内,造成润滑不良,导致发热且有噪声;主轴内锥孔定位表面有少许碰伤,锥孔与刀柄锥面配合不良,有微量偏心;②前轴承预紧力下降,轴承游隙变大;③主轴自动夹紧机构内部分碟形弹簧疲劳失效,刀具未被*拉紧,有少许窜动。在加工中心使用过程之中,要定期检查主轴的准确停止位置和主轴换刀参考点的位置变化,要及时检查。直销跑合机私人定做

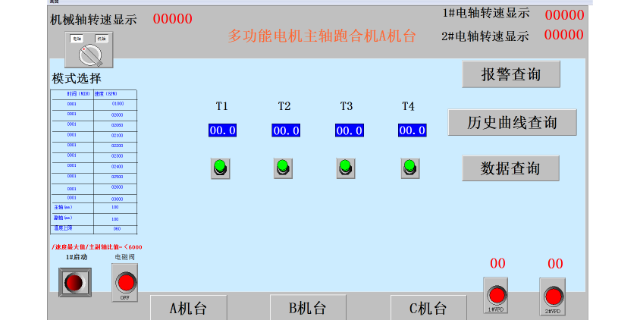
主轴跑合特色:1、操作简单、携带方便,监控主轴,提供主轴过温降速及超温停机两套保护功能。2、智慧跑合程序控制,采渐进式提速,完成主轴的跑合,提供更专业的主轴性能检测。3、保护测试过程中,轴承不会因为异常温升,影响精度与预压量,或性能衰竭或损毁。4、温度传感器具有自我检知功能,如监控过程中温度传感器发生异常,系统自动警报。5、温度传感器具高度可靠性,本系统具有温度校正之功能,不必担心更换温度传感器。6、安全跑合设计,具自动升速和自动降速之功能,可设定先升、后降、再升速的模式。7、可以自由设定主轴每一段转速的正、反转方向,方便快甩润滑油脂,缩短跑合时间。8、提供手动与自动两种跑合模式,可以有效缩短主轴跑合的时间,并且提高生产效率。海南跑合机技术指导定期更换润滑油和油封。
1、刀具自动夹紧装置。刀具自动夹紧装置中刀夹1的内孔用来安装刀具,刀夹1的夹紧与松开动作由弹簧夹头2和轴向拉紧机构控制。弹簧夹头2与拉套10采用螺纹联接,拉套10左端螺纹部分开有轴向槽,其内孔为锥孔,锁紧件8旋入拉套10左端内螺纹孔内,在锁紧件8外锥体的作用下,拉套10开有轴向槽的螺纹部分与弹簧夹头2上的螺纹联接锁紧。主轴11后端有碟形弹簧18,在弹簧力的作用下,拉套10向右拉紧弹簧夹头2,将刀夹1紧紧夹住。为使刀夹1在主轴孔内准确定位,固定在主轴11上的定位小轴6上有一颗定位螺钉5,其端面是刀夹1的轴向定位面。装在拉杆9右端的碟形弹簧20,使拉杆9经常承受向右的弹簧力,固定在拉杆9左端的定位套筒7内的钢球4就将刀夹1右端轴颈夹持并向右拉动,直至刀夹1右端面紧靠在定位螺钉5的定位端面上。
3)设备可实现正、反转跑合,操作方式分为手动和自动两种。试验台设置齿轮箱吊装/顶装固定装置,满足动车轮对跑合过程中对齿轮箱的固定。4)磨合参数设置灵活方便,操作人员可根据工艺变化对温升上限值、磨合时间、磨合转速等参数进行调整。5)设备高度要求在基础地面以下,周围设防护栏,设备要求配置-段钢轨与检修线相连,让轮对能直接移动到设备处固定。6)具备高速油洗和低速油洗功能,油洗结束具备制动功能,缩短轮对空转时间,制动力可调;设备预留带轴承轴箱清洗的接口。清洁所有部件,以除去污垢和杂质。
2、切屑装置。自动主轴孔内的灰尘和切屑是换刀过程的一个重要步骤。如果主轴锥孔中落入了切屑、灰尘或其他污物,在拉紧刀杆时,锥孔表面和刀杆锥柄会被划伤,甚至会使刀杆发生偏斜,破坏刀杆的正确定位,影响零件的加工精度,甚至会使零件超差报废。为了保持主轴锥孔的清洁,常采用的方法是使用压缩空气吹屑。其中活塞23及拉杆9的心部钻有压缩空气通道,当活塞向左移动时,压缩空气经过活塞由孔内的空气嘴喷出,将锥孔清理干净。为了提高吹屑效率,喷气小孔要有合理的喷射角度,并均匀布置。3. 定期对设备进行清洗,保持设备清洁,使其延长使用寿命。浙江自动化跑合机
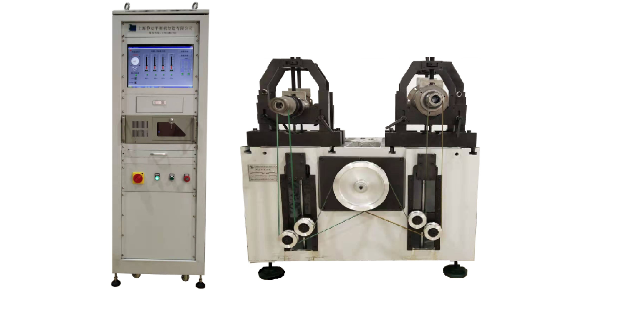
跑合机包括床身、电机、变速箱、主轴,其特征在于主轴安装在床身上的主轴箱上。直销跑合机私人定做
(2)故障处理:更换前轴承及润滑脂,调整轴承游隙,手工研磨主轴内锥孔定位面,用涂色法检查,更换碟形弹簧。将修好的主轴装回主轴箱,用千分表检查径向跳动,主轴温升和噪声正常,加工精度满足加工工艺要求,故障排除。 (3)改进措施:①增加压缩空气精滤和干燥装置,过滤器要定期排水,定期清洗或更换滤芯;②随时检查主轴锥孔、刀柄的清洁和配合状况,检查空气干燥器工作是否正常;③合理安排加工工艺,避免材料切除率陡变;④严禁超负荷运行,有故障应及时报修,不得带病运行。 在产品的试验过程中,发现主轴运转噪声很大,严重影响机床精度,轴承的使用寿命也缩短,通过对该产品的主轴结构和装配过程进行分析,找出装配精度超差的原因,并根据发现的问题,提出新的装配工艺方法,解决了装配精度超差的问题。 主轴采用两点支撑,主轴前端采用双列圆柱滚子轴承和双列圆柱滚子轴承组合支撑,通过锁定螺母调整轴承间隙,后端采用双列圆柱滚子轴承支撑,通过两个锁定螺母调整游隙。主轴端部短锥用于工装夹具的定位,并通过端面键传递扭矩,主轴传动通过多楔带轮经花键法兰盘传递到主轴,以消除带轮对主轴的径向张紧力,提高主轴刚度。直销跑合机私人定做