河南跑合机私人定做
机床主轴跑合测控系统具有重要实际意义:1.解决了主轴跑合时人为操作精度差、效率低、资源浪费等问题。2.通过定量加载、在线监控、图表分析等方法,能够更加科学地反映机床传动系统的制造和装配质量,从而判断主轴的优劣。3.可通过一定时间的试验数据积累,归纳出产品质量存在的规律问题,可指导生产过程中的技术改造.产品更新。4.可彻底排除人为因素造成的事故隐患。3.可通过一定时间的试验数据积累,归纳出产品质量存在的规律问题,可指导生产过程中的技术改造.产品更新。4.可彻底排除人为因素造成的事故隐患。使用合适的润滑油或润滑脂进行润滑。河南跑合机私人定做
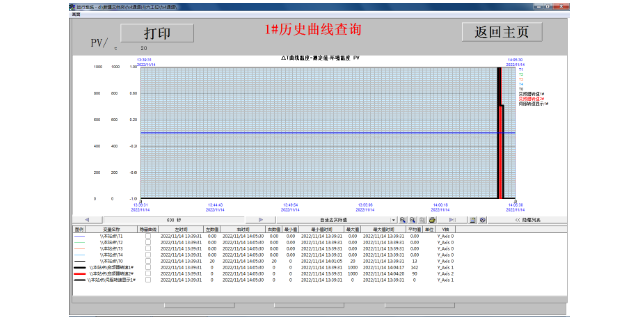
2.近几年来,高速数控机床传动系统取消了带轮传动和齿轮传动,其通过一种电主轴将高速数控机床的主传动链的长度缩短为零,实现了机床的“零传动”,具体来说,电主轴是将机床主轴与电主轴电机融合的一种新技术,它的出现将主轴部件从机床传动系统中相对出来,使机床的设计进入新的篇章。3.电主轴由无外壳电机、主轴、轴承、主轴单元壳体、驱动模块和冷却装置组成,因为将这么多的部件集成于一主轴内,所以电主轴的制造困难提升,而且电主轴对于高速数控机床来说是一个重要部件,高速数控机床的精度与电主轴的精度直接相关,故电主轴的检测尤为重要。黑龙江跑合机哪里有并可显示轴承温度,同时可精确检测跑合数据,提高了工作效率。
当机械手将使用过的刀具连同刀夹取出后,主轴后端的液压缸活塞中心孔通入压缩空气,经垫圈22的径向孔进入主轴前端弹簧夹头2内,将夹头内的脏物或铁屑吹掉,从而保证弹赞夹头与刀夹接触面的清洁。3、主轴准停装置。主轴11前端装有定位块29,刀夹1插入时,其上的缺口必须与定位块29对准,使定位块正好与刀夹1的缺口相接合,以在切削加工时传递转矩。当机械手抓取刀具及刀夹1时,刀夹1的缺口位置就在机械手中固定,这就要求主轴11上的定位块29每次必须停止在一个相对固定的位置上,这样才能顺利地实现刀具的安装。凸轮27和凸轮28是供主轴准停用的凸轮。
2、切屑装置。自动主轴孔内的灰尘和切屑是换刀过程的一个重要步骤。如果主轴锥孔中落入了切屑、灰尘或其他污物,在拉紧刀杆时,锥孔表面和刀杆锥柄会被划伤,甚至会使刀杆发生偏斜,破坏刀杆的正确定位,影响零件的加工精度,甚至会使零件超差报废。为了保持主轴锥孔的清洁,常采用的方法是使用压缩空气吹屑。其中活塞23及拉杆9的心部钻有压缩空气通道,当活塞向左移动时,压缩空气经过活塞由孔内的空气嘴喷出,将锥孔清理干净。为了提高吹屑效率,喷气小孔要有合理的喷射角度,并均匀布置。跑合为使机械零件表面轮廓峰形状变化及零件材料表面加工硬化。

1、主轴在开机前将电动主轴连接到油管上,安装时不得将水管和油管连接错。主轴的左右两侧为水管,中间为油管(数控钻铣机床主轴为润滑脂润滑,不建议采用上述方法)。 2、在使用电主轴时,应先连接油雾管点,并清洗管端接头,防止污垢进入轴承内,使轴承烧毁。操作时应看电主轴前端部稍有油雾泄出后,才能启动电主轴,油雾润滑建议采用5号主轴油调节,进油管为20-30滴/分,经常查看不能断油,否则会造成主轴损坏。 3、在操作过程中,主轴在关闭油雾前*停止转动,以延长使用寿命,并说明启动不宜太频繁。 4、在使用电主轴之前,检查砂轮连杆是否同轴。如果不同轴超过0.03mm,则应还砂轮接杆。否则既损坏电主轴,磨削也做不好。2. 定期对设备进行保养维护,更换润滑油和消耗品。黑龙江跑合机哪里有
主轴的维修是一项复杂且关键的任务,需要精确的技能和合适的工具。河南跑合机私人定做
除了超精密轴承或在高速下运行的预加载轴承的应用中,下述的跑合程序在通常情况下不是必需的。然而,当润滑认为加脂量成为一个重要的参数时,跑合程序是必要的。如果必要的跑合程序被省略,那么就会导致轴承初始运行由于过度润滑导致轴承升温过高。1、适当的跑合程序可带来以下好处:排出轴承中的多余润滑脂;在每一个接触表面形成有效的润滑油膜;获得较低的平稳运行温度;达到闭式轴承的终身润滑。跑合程序在合理的低速下开始,一般为大运行速度的20%,注意监控温度,当温度达到稳定时,逐渐提高转速,继续稳步提高转速,如果温度突然升高(在温度曲线上形成尖峰),则停止跑合过程。河南跑合机私人定做