上海挖机钻头厂家电话
基体和刀头的焊接:正规的刀头焊接(复焊)厂家一般采用高精度的全自动焊机,配以高精度靠模,严格细致的焊接工艺和质量检查标准,这样可以有效地控制焊接时刀头加热对锯片基体的平面度,端面跳动量,径向跳动量和张力值的影响,有效地避免或减少锯片在切割过程中出现板材弯曲的机会!同时,刀头和基体的配合比(刀头厚度与基体厚度之比)也是一个不容忽视的重要因素!过小容易在切割深度超过半径的二分之一时出现板材弯曲现象(一般厂家认为此值在1.25一1.35时切割效果较好)!因此石材加工企业在进行刀头焊接(复焊)时,要选择条件比较好一点的正规刀头焊接生产厂,确保锯片成品的质量和切割高效,减少损失和浪费!锯机的影响因素再来分析所使用的设备(锯机)方面的因素,在锯机方面影响弯板产生的困素,主要有锯机的整机运行质量和锯机使用过程的安装维护和切割过程的冷却润滑有关!购买空心钻头,选台州市椒江建设工程机械厂,让您满意,欢迎您的来电哦!上海挖机钻头厂家电话
前角对切削力的影响:前角的变化会影响切屑材料的变形程度,从而使切削力发生变化!切屑变形越大,切削力越大;切屑变形越小,切削力越小!当前角在0°~15°范围内变化时,切削力修正系数的变化范围为1.18~1!前角对钻头耐用度的影响:增大钻头前角时,会使刀尖强度和散热体积减小,同时会影响刀尖受力情况!当前角为正值时,刀尖受拉应力;当前角为负值时,刀尖受压应力!如选用的前角过大,虽可增加钻头锋利度,减小切削力,但刀尖所受拉应力较大,刀尖强度降低,容易折断!在切削试验中许多钻头均因前角过大而损坏!但是,由于被加工材料硬度和强度较高,加之便携式钻机的主轴及整机刚性较低,如选用的前角过小,钻孔时切削力的增大会使主轴产生振动,加工表面出现明显振纹,钻头耐用度也会降低!江苏挖机钻头哪里便宜购买打孔钻头设备,就选台州市椒江建设工程机械厂,用户的信赖之选,有需求可以来电咨询!

刃磨钻头主要掌握几个技巧:刃口要与砂轮面摆平!磨钻头前,先要将钻头的主切削刃与砂轮面放置在一个水平面上,也就是说,保证刃口接触砂轮面时,整个刃都要磨到!这是钻头与砂轮相对位置的第一步,位置摆好再慢慢往砂轮面上靠!钻头轴线要与砂轮面斜出60°的角度!这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角!这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准!这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口!
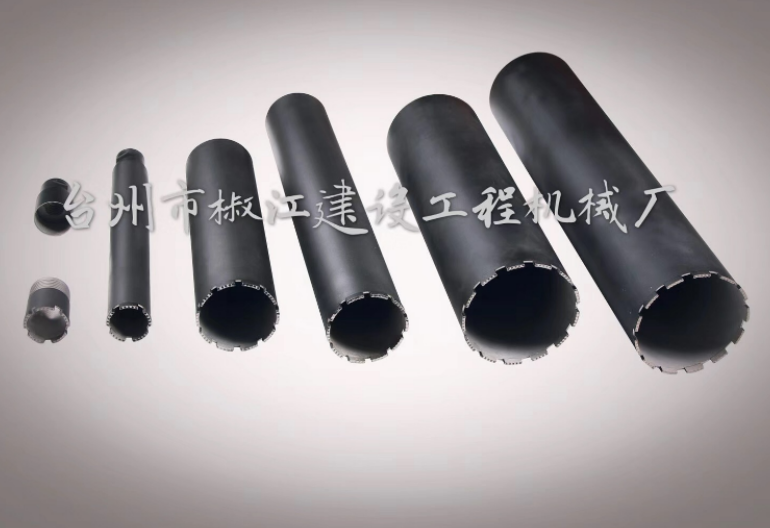
水钻钻头又称工程薄壁钻头、空心钻头!在水、电、暖、气、空调及管道等安装时,经常需要使用它来打孔!整体来看,水钻钻头钻孔直径一般在18-350mm之间,水钻钻头全长一般在350-370mm之间!空心钻头又名取芯钻头,开孔器,中心钻头,钢板钻头,磁力钻钻头,钢轨钻头等!钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头!削切深度:25mm,35mm,50mm,75mm,100mm!适合钻机:德国泛音等进口磁力钻和国产空心钻!规格:12MM至100MM!!旋挖钻机灌注桩施工具有成孔速度快、成孔质量高、噪音低、环境污染小、机械化程度高!

1、根据设计的直径和总长度钻头可以选择合金棒材切割机或使用线切割设备进行定长加工!2、定长切割棒材,两端平整,可在手工具磨床上实现!3、合金棒已经倒角或钻完端面,准备磨钻头外径和柄部,取决于外圆磨具是公还是母!4、钻头在高精度外圆磨床上加工外径、中空部分和刀柄外径,保证外径圆柱度、圆跳动和表面光洁度的设计要求!5、为了提高数控磨床上的加工效率,钻头钻尖可以在合金棒放在数控磨床上之前进行倒角,比如140°钻尖角,这样可以倒角时粗磨至142°!6、将倒角合金棒清洗干净后,转移到数控磨床工序,在五轴数控磨床上进行钻头各个零件的加工!7、如果需要改善钻头排屑槽和外表面光洁度,也可以在第5步之前或之后使用羊毛轮和磨料进行研磨和抛光!当然,在这种情况下,钻头需要划分更多的步骤进行处理!8、对合格的钻头进行激光打标,内容可能是公司品牌LOGO和钻头规格尺寸等信息!9、把标记好的钻头包装好,送到专业的工具涂装公司进行涂装!台州市椒江建设工程机械厂为您供应钻头,有想法的不要错过!重庆钻头哪家有卖
购买三角钻头设备,就选台州市椒江建设工程机械厂,欢迎新老客户来电!上海挖机钻头厂家电话
钻尖磨损原因:1.工件在钻头钻孔力的作用下向下移动,钻头钻孔后弹回!2.机床刚性不够!3.钻头材质不够强!4.钻头跳跃太多!5.夹紧刚性不足,钻头滑动!措施:1.降低切割速度!2.增加饲料3.调整冷却方向(内冷)4.添加倒角5.检查调整同轴度钻头!6.检查后角是否合理!3.2韧带断裂原因:1.工件在钻头钻孔力的作用下向下移动,钻头钻孔后弹回!2.@>机床刚性不够!3.钻头材质不够强!4.钻头太大了!5.夹紧刚性不足钨钢钻头高速钢钻头,钻头滑动!措施:1.选择更大的后锥钻头!2.检查主轴钻头跳动范围(<0.02mm)3.使用预定心钻顶孔!4.使用较硬的钻头,带有颈套或热缩套件的液压夹头!上海挖机钻头厂家电话
上一篇: 上海电锤钻头生产厂
下一篇: 上海合金钻头哪家优惠