上海力控打磨欢迎咨询
焊缝打磨包括:平面焊缝余高打磨、曲面焊缝余高打磨、不规则焊缝打磨。对于前两种情况,激光测距仪实时反馈方焊缝的余高以及左右的距离信息,通过内部算法实时计算,调整打磨工具高度与打磨位置,自适应补偿工件本体、焊接过程以及工装所导致的误差,就能实现力控打磨加工作业。但对于不规则焊缝打磨,除了要定位位置和检测余高之外,还需要准确识别,因此要采用3D视觉检测系统,3D镜头+算法的测量模式,对工件焊缝3D扫描数据进行分析,实现焊缝的识别、准确定位和测量,对焊缝进行智能打磨。例如钣金箱箱体的冲压、焊接、打磨、原子灰、打磨、喷漆等的制作流程,把钣金箱体的焊缝、毛坯进行精细化的加工打磨,终对钣金箱体进行表面喷塑处理,形成较好的外观。由于焊接后的钣金箱体比较粗糙,还有锈斑、油污、焊缝等,所以要打磨和磷化处理去油去锈。大儒科技(苏州)有限公司力于提供力控打磨 ,有需要可以联系我司哦!上海力控打磨欢迎咨询
为保证打磨抛光效果得到有效保证,使用DFC智能力控打磨力控打磨来实现批量打磨。在DFC力控打磨执行器末端安装上客户原有的打磨抛光工具即可实现力控打磨的柔性执行。例如在DFC力控打磨末端安装角磨机实现焊缝打磨或者焊渣清理。可以根据需要安装千叶片或着不锈钢碗刷;安装千叶片可以进行焊接飞溅的打磨、表面磕碰划伤的打磨、焊缝余高的磨平及加工余高的打磨等工作;安装不锈钢碗刷可以进行长大焊缝的打磨,主要作用是去除焊接区域的氧化皮。打磨焊缝表面不得有裂纹、焊瘤、烧穿、弧坑沙眼等缺陷。抛光后焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤、打火等缺陷。更换抛光机实现的磨抛效果,用布轮把不锈钢产品抛光成有光泽的表面或焊接部位打磨后抛光。抛光前需要把产品表面打砂处理,不能显亚光感觉,抛光后焊接表面不得有气孔、夹渣、弧坑、裂纹、电弧擦伤、打火等缺陷。江苏销售力控打磨现价力控打磨 ,就选大儒科技(苏州)有限公司,用户的信赖之选,欢迎您的来电!

打磨力的数字量化及实时控制,保证了打磨力的均衡柔性输出,高精度力控制,不但可以解决打磨行业自动化实现难的痛点,又保证了批量工件的打磨效果的均匀性和一致性;打磨过程中的高频率振动对打磨机、机械手连接部分有不可逆的损伤,包括精度降低、关节损坏等,智能力控打磨控制系统对打磨力的控制,有效实现吸振功能,延长打磨机、机械手等设备寿命;智能力控打磨控制系统预留通用安装孔和转接法兰,通用安装于各品牌机器人、使用设备,并通过USB数据线、全双工异步控制线、TCP/IP的方式与市面通用设备连接、通讯,比较大化的帮助客户利用起现有设备,降低一次性投入成本。
客户终端采用气动圆盘工具对圆棒类工件的外表面进行打磨,实际打磨时气动打磨机来回移动,圆棒工件旋转移动,气动打磨机与圆棒工件之间线接触的打磨,要想打磨圆棒工件的整个外圆周,圆棒工件不但要进行轴线移动,还需要径向的调整位置,专机打磨的刚性接触使得打磨效率低,圆度不一致的缺陷,有待于改善。DFC力控打磨安装在客户现有打磨专机上,保持圆棒匀速旋转通过滚筒线,在原有气动打磨机位置后,安装DFC力控打磨,在力控打磨执行器末端安装原有气动打磨机。按原有直线运动的轨迹实现柔性力控打磨,但是DFC力控打磨的柔性力控制功能使得快速移动的工件收到的打磨力在设定的力值范围内,使得原有的线性接触打磨为面接触打磨,使得不变化圆棒工件安装位置的情况下一次性力控打磨,力控打磨效率高,工件打磨后的圆度一致性好。大儒科技(苏州)有限公司为您提供力控打磨 。

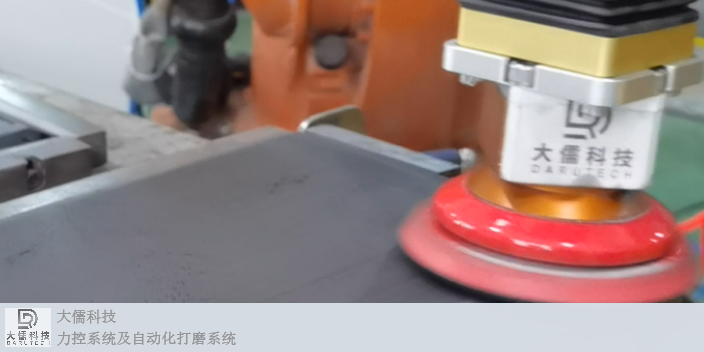
针对薄壁件的自动打磨问题,安装使用智能打磨力控打磨是简单有效的恒力打磨加工方法。通过在KUKA工业机器人末端的气动柔顺力控制功能使得打磨工具始终压紧被加工表面,且压力大小保持恒定,根据规划路径调整机器人的末端位姿,同时按照设定参数自动更换砂纸等耗材,进一步保证打磨的质量。目前加工轨迹表面复杂、精度要求高的自由曲面类零件打磨抛光基本都是由人工手持作业工具并依赖于工人的经验来完成的,这很难保证自由曲面零件的形位精度、表面微观物理属性,且制造成本较高,制约了成型模具加工技术的发展;尤其是目前的人工作业难以保证质量的一致性及加工效率,据统计精整加工占整个模具制造工时的42%左右,繁重的作业任务及低效率使得某些装备的研制周期受到严重的影响。力控打磨 ,就选大儒科技(苏州)有限公司,让您满意,欢迎您的来电哦!成都品质力控打磨哪里买
大儒科技(苏州)有限公司为您提供力控打磨 ,有想法的不要错过哦!上海力控打磨欢迎咨询
气动圆盘工具对圆棒类工件的外表面进行打磨,实际打磨时气动打磨机来回移动,圆棒工件旋转移动,气动打磨机与圆棒工件之间线接触的打磨,要想打磨圆棒工件的整个外圆周,圆棒工件不但要进行轴线移动,还需要径向的调整位置,专机打磨的刚性接触使得打磨效率低,圆度不一致的缺陷,有待于改善。DFC力控打磨安装在客户现有打磨专机上,保持圆棒匀速旋转通过滚筒线,在原有气动打磨机位置后,安装DFC力控打磨,在力控打磨执行器末端安装原有气动打磨机。按原有直线运动的轨迹实现柔性力控打磨,但是DFC力控打磨的柔性力控制功能使得快速移动的工件收到的打磨力在设定的力值范围内,使得原有的线性接触打磨为面接触打磨,使得不变化圆棒工件安装位置的情况下一次性力控打磨,力控打磨效率高,工件打磨后的圆度一致性好。上海力控打磨欢迎咨询
上一篇: 上海力控打磨研磨
下一篇: 上海通用力控打磨哪里买